진공 고무 가황 기계란 무엇입니까?
에이 진공 고무 가황 기계 제어된 열, 압력 및 진공 조건의 조합 하에서 원시 또는 미경화 고무 화합물을 경화하는 전문 산업용 프레스입니다. "가황"이라는 용어는 부드럽고 유연한 고무를 내구성이 있고 탄력적이며 치수적으로 안정적인 재료로 변형시키는 화학적 가교 과정을 의미합니다. 표준 가황 프레스에서는 열과 압력만으로 경화 반응이 진행됩니다. 진공 가황 기계에서 밀봉된 진공 환경을 추가하면 경화 전과 경화 중에 고무 덩어리 내에 갇힌 공기, 습기 및 휘발성 가스가 제거되어 훨씬 더 밀도가 높고 균일하며 결함이 없는 완제품이 생성됩니다.
진공 기능은 단순한 추가 기능이 아닙니다. 이는 고무 생산에서 달성할 수 있는 품질 결과를 근본적으로 변화시킵니다. 공기 주머니와 습기 함유물은 가황 고무 부품의 다공성, 기포 형성 및 구조적 약점의 가장 일반적인 원인 중 하나입니다. 전체 성형 압력을 가하기 전에 일반적으로 -0.08MPa에서 -0.1MPa 사이의 진공 수준으로 금형 캐비티를 비움으로써 기계는 이러한 결함을 원천적으로 제거합니다. 그 결과 우수한 표면 마감, 일관된 내부 밀도, 향상된 기계적 성능을 갖춘 고무 제품이 탄생했습니다. 이러한 특성은 자동차 씰링, 의료 기기, 항공우주 부품, 고성능 신발 밑창 등 정밀 산업에 매우 중요합니다.
가황 과정: 기계 내부에서 일어나는 일
진공 고무 가황 기계 내부의 작업 순서를 이해하면 진공 통합으로 출력 품질이 크게 향상되는 이유가 명확해집니다. 프로세스는 기계가 PLC(프로그래밍 가능 논리 컨트롤러) 또는 터치스크린 인터페이스를 통해 자동으로 제어하는 여러 단계로 진행됩니다.
이 사이클은 금형 준비 및 로딩으로 시작됩니다. 작업자는 미리 계량된 블랭크, 시트 또는 프리폼 형태의 경화되지 않은 고무 화합물을 가열된 금형 캐비티에 넣습니다. 금형이 부분적으로 닫히고 진공 펌프가 활성화되어 통합된 진공 채널을 통해 금형 캐비티에서 공기와 잔류 수분을 빼냅니다. 목표 진공 수준에 도달하고 설정된 체류 시간(일반적으로 15~60초) 동안 유지되면 프레스가 완전히 닫혀 성형 압력이 적용됩니다. 가열된 압반을 통해 전도되는 열, 가해진 압력, 포획된 가스의 부재 등이 조합되어 고무 덩어리 전체에 걸쳐 균일하게 가교 반응이 일어납니다. 프로그래밍된 경화 시간(고무 화합물 유형 및 부품 두께에 따라 1분에서 30분까지 다양함)이 경과한 후 프레스가 열리고 진공이 해제되며 경화된 부품이 탈형됩니다.
온도 제어의 정확성도 마찬가지로 중요합니다. 최신 진공 가황 기계는 내장된 온도 센서 및 폐쇄 루프 PID 컨트롤러와 결합된 전기 저항 가열 요소 또는 증기 가열 압반을 사용하여 전체 금형 표면에 걸쳐 압반 온도를 ±1°C ~ ±2°C 범위로 유지합니다. 이러한 균일성은 제품 전체에 걸쳐 일관된 경화를 보장하며, 금형 전체에 온도 구배가 존재할 때 발생할 수 있는 중심이 덜 경화되거나 표면이 과도하게 경화되는 위험을 제거합니다.

핵심 구성 요소 및 기능
진공 고무 가황 기계의 성능은 핵심 구조 및 기능 구성 요소의 품질과 통합에 따라 달라집니다. 각 요소는 일관되고 결함 없는 가황을 달성하는 데 정의된 역할을 합니다.
가열 플래튼
압반은 금형이 압축되는 평평하고 단단한 판입니다. 진공 가황 기계에서 플래튼은 가열 요소가 내장되거나 증기 순환을 위한 내부 채널이 있는 고급 강철로 제조됩니다. 평탄도 공차는 매우 중요합니다. 표면 접촉이 고르지 않은 플래튼은 금형 전반에 걸쳐 불균일한 압력 분포를 생성하여 저압 영역에서 두께 변화와 불완전한 경화를 초래합니다. 프리미엄 기계는 작업 표면 전체에 걸쳐 0.05mm 이내의 압반 평탄도를 지정하고 다점 온도 감지를 사용하여 열적 불균일성을 감지하고 보상합니다.
진공 시스템
진공 시스템은 진공 라인, 진공 버퍼 탱크, 솔레노이드 밸브 및 진공 게이지를 포함하는 밀봉 회로를 통해 금형 캐비티에 연결된 진공 펌프(일반적으로 회전 날개 또는 건식 나사 유형)로 구성됩니다. 버퍼 탱크는 사전에 진공화된 용량을 저장하므로 펌프에 과부하가 걸리지 않고 금형 캐비티를 목표 진공 수준으로 신속하게 가져올 수 있습니다. 금형 경계면의 진공 밀봉은 금형 파팅 라인에 가공된 주변 개스킷이나 O-링 채널을 통해 이루어집니다. 이 밀봉 시스템의 무결성은 기본입니다. 누출이 발생하면 달성 가능한 진공 수준이 감소하고 공기 제거 효율성이 저하됩니다.
유압식 또는 기계식 클램핑 시스템
가황 중에 금형을 닫힌 상태로 유지하는 조임력은 유압 실린더 시스템이나 소형 기계의 경우 기계식 토글 메커니즘에 의해 생성됩니다. 유압 시스템은 보다 정확하고 프로그래밍 가능한 압력 제어를 제공하며 생산 등급 진공 가황 기계의 표준입니다. 조임력은 실험실이나 소형 부품 기계의 경우 50kN부터 자동차 또는 산업용 고무 제품을 위한 대형 산업용 프레스의 경우 10,000kN 이상까지 다양합니다. 과압과 과압 모두 결함 있는 부품(플래시, 치수 부정확성 또는 응력으로 인한 균열)을 생성하므로 정확한 압력 제어가 필수적입니다.
PLC 제어 시스템
최신 진공 가황 기계에는 프로그래밍 가능한 논리 컨트롤러와 터치스크린 HMI(인간-기계 인터페이스)가 장착되어 있어 작업자는 다양한 고무 화합물 및 금형 구성에 대한 경화 프로그램을 저장, 호출 및 모니터링할 수 있습니다. 일반적인 프로그램은 목표 온도, 경화 시간, 진공 수준, 진공 체류 시간 및 클램핑 압력을 단일 레시피로 저장합니다. PLC는 센서 피드백을 실시간으로 모니터링하고 편차에 대한 경보를 생성하여 프로세스 추적성과 일관된 배치 간 품질을 보장합니다.
진공 고무 가황 기계의 종류
진공 고무 가황 기계는 다양한 생산량, 제품 형상 및 고무 유형에 적합한 여러 구성으로 제공됩니다. 올바른 기계 유형을 선택하는 것은 올바른 프로세스 매개변수를 지정하는 것만큼 중요합니다.
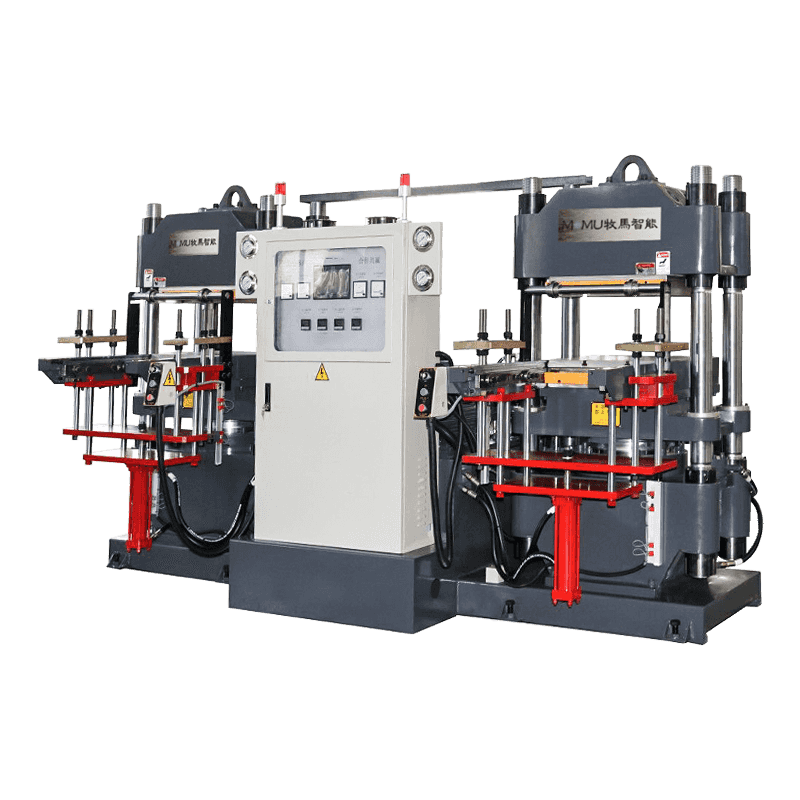
| 기계 유형 | 구성 | 가장 적합한 대상 |
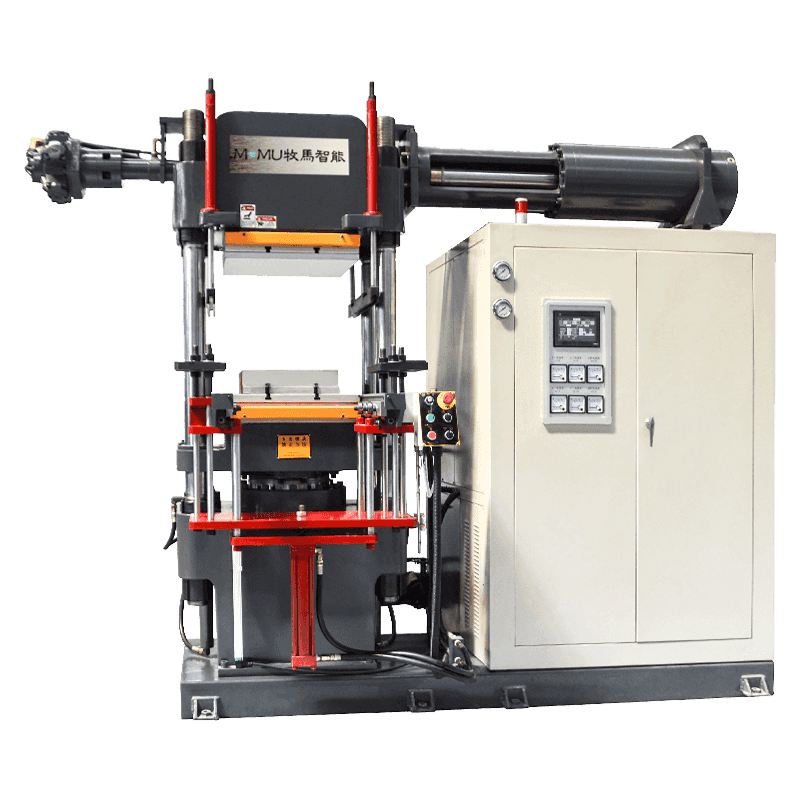
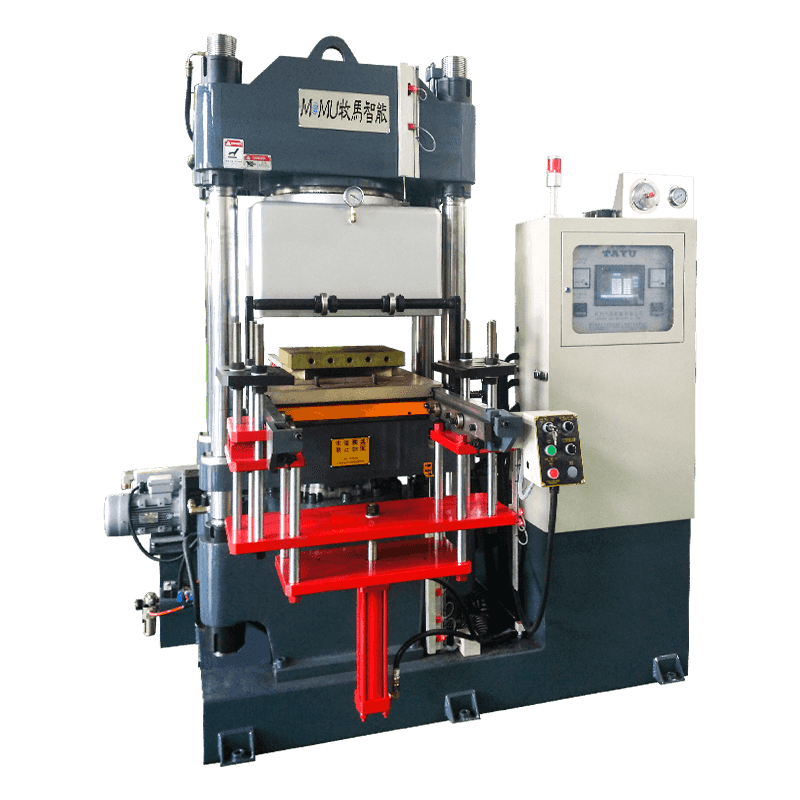
| 단일 일광 평면 프레스 | 두 개의 플래튼 사이에 하나의 금형 개구부 | 중소형 평면 고무 부품, 씰, 개스킷 |
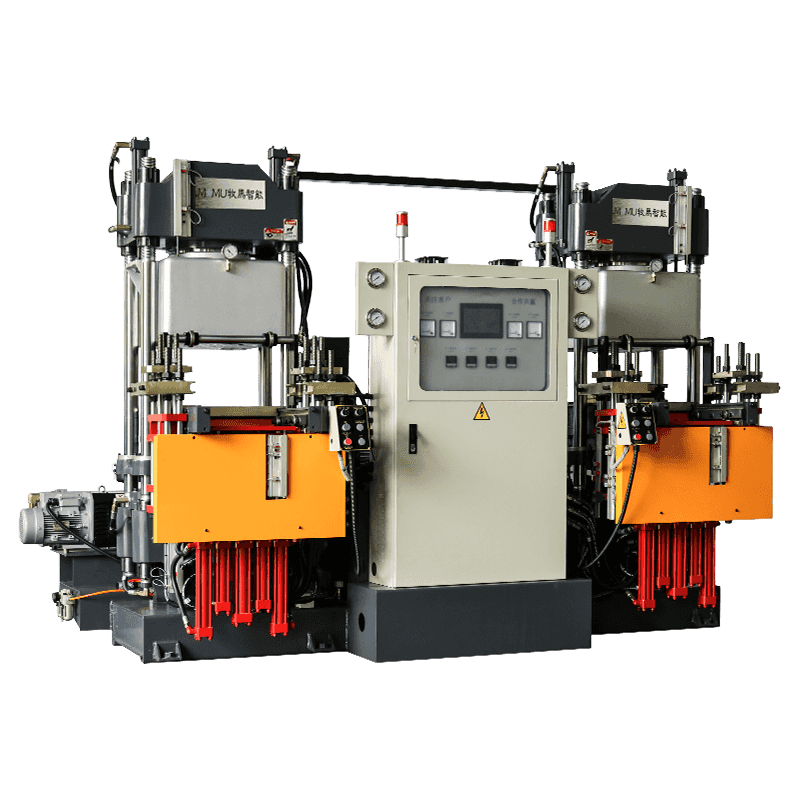
| 멀티 데이라이트 프레스 | 단일 프레스에 여러 개의 적층형 금형 개구부 제공 | 편평하거나 얇은 고무 시트의 대량 생산 |
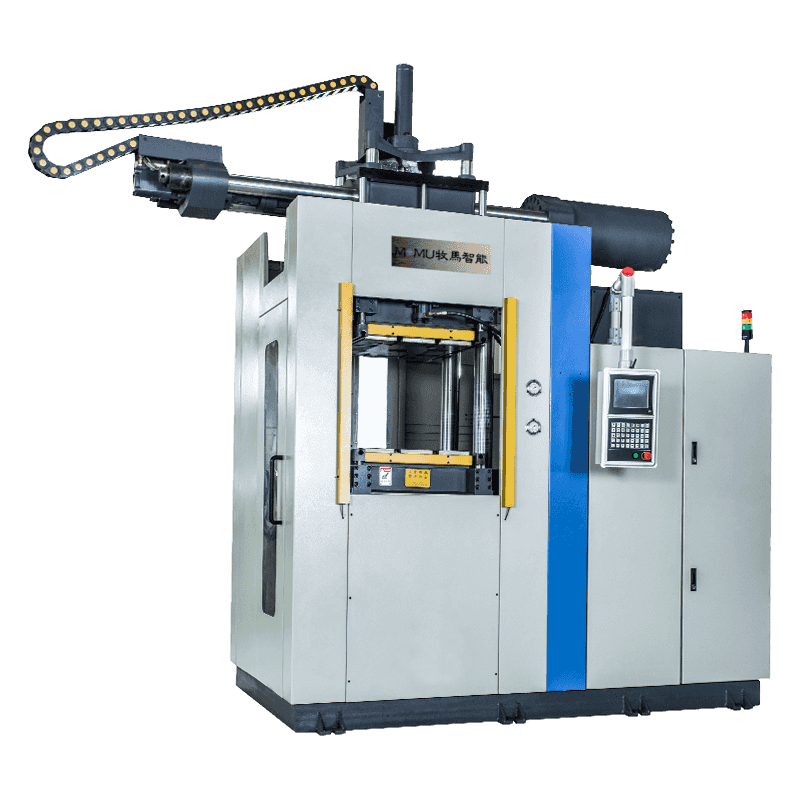
| 로타리 또는 회전식 프레스 | 고정된 열원을 갖춘 회전식 다중 스테이션 플랫폼 | 신발 밑창, 지속적인 생산 환경 |
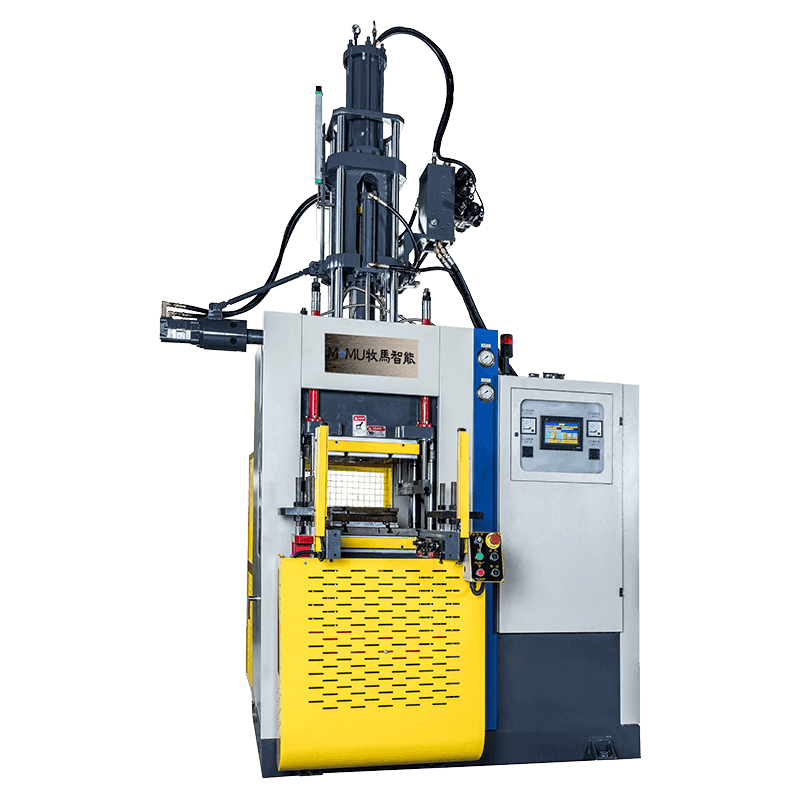
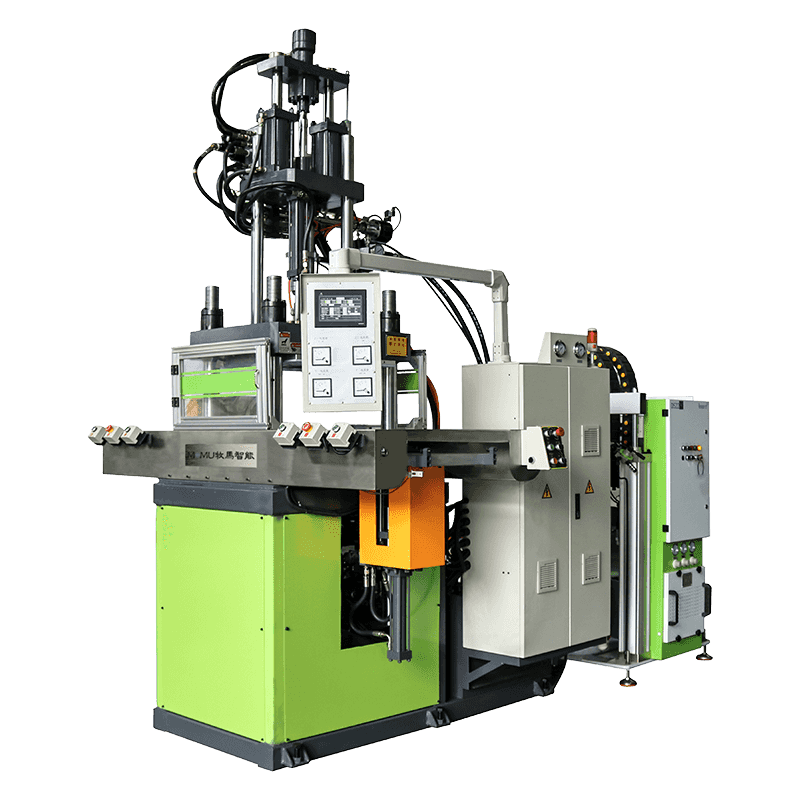
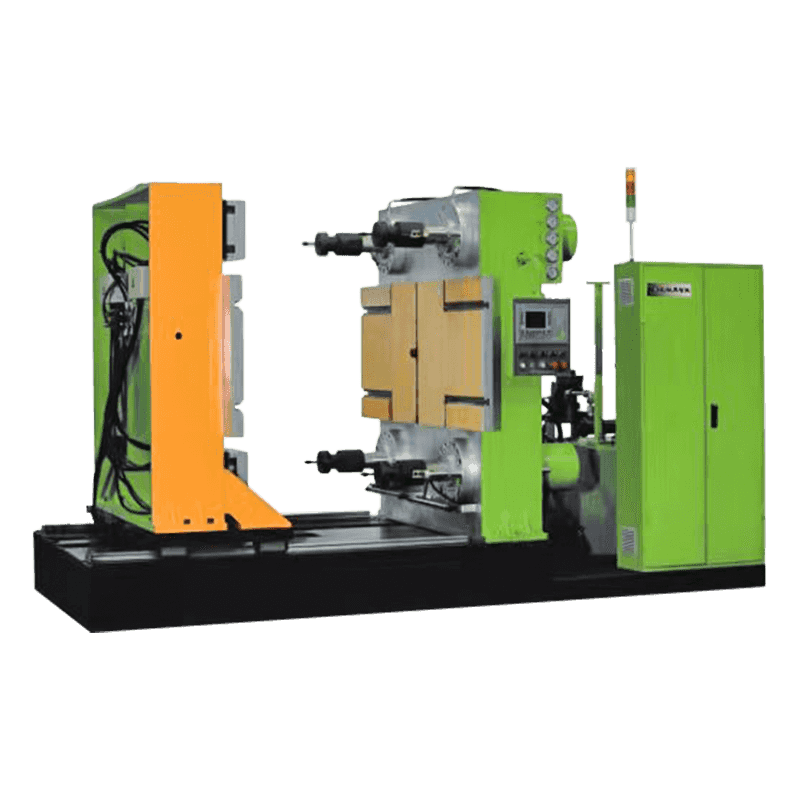
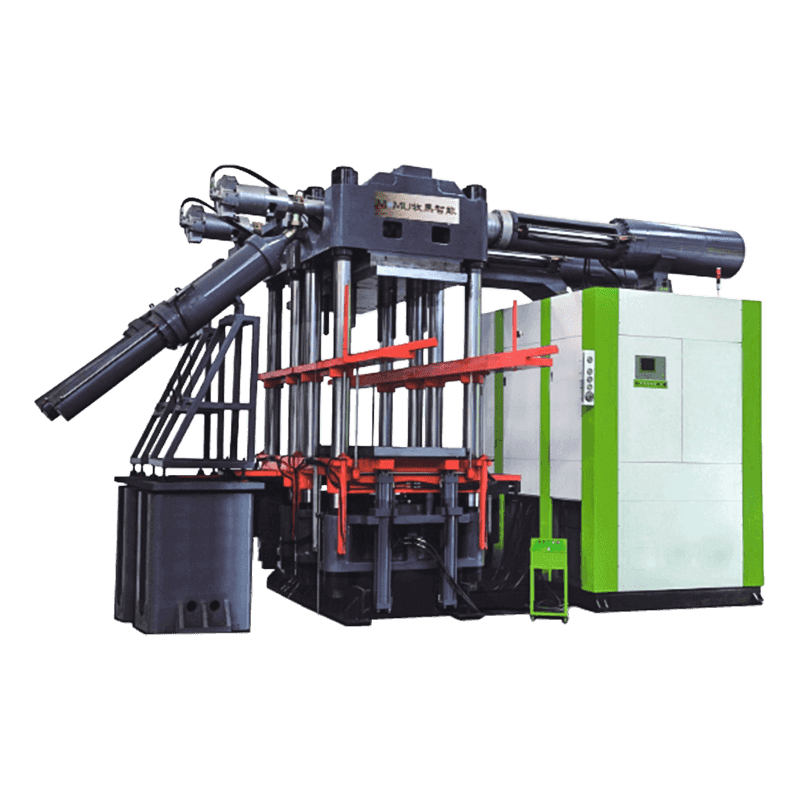
| 수직사출프레스 | 밀봉된 금형에 압력을 가하여 고무를 주입함 | 복잡한 3D 부품, 오버몰드 부품, 기술 고무 |
| 멤브레인 진공 프레스 | 유연한 실리콘 멤브레인은 진공과 압력을 생성합니다. | 고무 결합 복합재, 곡선형 또는 불규칙한 기판 |
| 실험실 / 벤치탑 프레스 | 진공 기능을 갖춘 소형 단일 주광 장치 | R&D, 복합 테스트, 소형 프로토타입 실행 |
에이dvantages of Vacuum Vulcanizing Over Standard Pressing
기존 고무 프레스에 비해 진공 기능에 대한 투자는 여러 품질 및 생산 지표 전반에 걸쳐 측정 가능한 개선으로 정당화됩니다. 이러한 장점은 치수 공차가 엄격하고 형상이 복잡하거나 성능이 중요한 기계적 특성이 있는 정밀 부품을 생산할 때 특히 중요합니다.
- 다공성 및 공극 제거: 경화 전에 공기를 제거하면 고무 부품의 인장 강도, 신율 및 밀봉 성능을 감소시키는 내부 기포 및 표면 피트가 형성되는 것을 방지할 수 있습니다. 이는 내부 무결성이 타협 불가능한 O-링, 다이어프램 및 의료용 고무 제품에 특히 중요합니다.
- 향상된 표면 마감: 진공 조건을 사용하면 고무 화합물이 미세한 금형 세부 사항에 더욱 완벽하게 흘러들어 가장자리가 더욱 선명해지고 텍스트나 로고 엠보싱이 더욱 깔끔해지며 공기가 갇힌 흠집 없이 전체 표면이 부드러워집니다.
- 보다 일관된 기계적 특성: 경화된 부품 전체에 걸쳐 균일한 밀도는 전체 배치에 걸쳐 일관된 경도, 인장 강도 및 압축 설정 값을 의미합니다. 이는 밀봉, 진동 차단 또는 하중 지지 응용 분야에 사용되는 부품에 매우 중요합니다.
- 불량품 및 재작업 비율 감소: 검사에서 발견된 결함은 전체 부품을 재작업하거나 폐기해야 합니다. 진공 가황은 기포, 다공성 및 미성형 결함의 발생률을 크게 줄여 폐기율과 관련 자재 및 인건비를 낮춥니다.
- 습기에 민감한 화합물과의 호환성: 일부 특수 고무 제제, 특히 실리콘 고무 및 특정 EPDM 화합물은 잔류 수분으로 인해 표면 기포가 발생하기 쉽습니다. 진공 처리는 추가 건조 단계 없이도 이러한 실패 모드를 확실하게 제거합니다.
- 고무-금속 및 고무-직물 어셈블리의 결합력 향상: 고무가 금속 인서트나 직물 기질에 직접 가황되면 경계면에 갇힌 공기가 완전히 접착되지 않습니다. 프레싱 전 진공 배기는 고무와 기판 사이의 긴밀한 접촉을 보장하여 더 강력하고 안정적인 결합을 생성합니다.
진공 가황에 의존하는 산업 및 제품
진공 고무 가황 기계는 고무 제품 품질이 안전성, 신뢰성 또는 규정 준수에 직접적인 영향을 미치는 광범위한 산업 분야에 사용됩니다. 다음 부문은 가장 중요한 적용 분야를 나타냅니다.
에이utomotive Sealing and Gaskets
에이utomotive rubber components including door seals, window channel seals, engine gaskets, and brake system diaphragms are produced with vacuum vulcanizing to ensure dimensional consistency and the absence of internal voids that could lead to leakage or premature failure. The automotive industry's zero-defect quality philosophy makes vacuum processing effectively mandatory for safety-critical sealing components supplied to major OEMs.
의료 및 제약 응용 분야
주사기 플런저, 밸브 멤브레인, 호흡 마스크 및 튜브를 포함한 의료용 실리콘 및 고무 부품은 엄격한 순도 및 구조적 무결성 표준을 충족해야 합니다. 진공 가황은 갇힌 공기와 관련된 오염 위험을 제거하는 동시에 생체 적합성 제품에 필요한 표면 매끄러움과 치수 정확도를 보장합니다. 많은 의료 기기 표준에서는 성형 고무 부품에 대한 우수 제조 관행의 일환으로 진공 처리를 암시적으로 요구합니다.
신발 밑창 제조
신발 산업에서는 진공 가황 프레스를 사용하여 트레드 정의가 뚜렷하고 밀도가 일정하며 갑피 재료에 대한 강한 접착력을 갖춘 고무 밑창을 생산합니다. 진공 기능은 기존 프레싱에서 깊은 트레드 구멍에 공기가 갇히는 것이 지속적으로 문제가 되는 두꺼운 프로파일 아웃솔을 성형할 때 특히 유용합니다. 회전형 진공 가황 프레스는 아시아 전역의 대량 신발 공장에서 이러한 용도로 널리 사용됩니다.
에이erospace and Defense Seals
항공우주 유압 시스템, 연료 시스템 및 환경 제어에 사용되는 고무 씰 및 O-링은 경도, 압축 영구 변형 및 내부 균일성에 대한 매우 엄격한 공차를 충족해야 합니다. 서비스 중 밀봉 실패의 결과가 심각하기 때문에 진공 가황은 이러한 구성 요소에 대한 표준 관행입니다. 항공우주 등급 고무 사양에서는 승인된 제조 공정의 일부로 진공 성형을 명시적으로 요구하는 경우가 많습니다.
기계를 선택할 때 평가해야 할 주요 요소
특정 생산 응용 분야에 적합한 진공 고무 가황 기계를 선택하려면 공정 요구 사항, 생산량 및 장기 운영 고려 사항에 대한 체계적인 평가가 필요합니다. 총 소유 비용을 평가하지 않고 최저 구매 가격을 우선시하면 종종 품질 문제가 반복되고 수명 주기 비용이 높아집니다.
- 압반 크기 및 일광 개방: 작업 압반 치수는 적절한 여유를 두고 실행하려는 가장 큰 금형을 수용해야 합니다. 일광 개구부(개방 형판 사이의 최대 간격)는 금형 높이와 부품 제거 여유 공간에 충분해야 합니다.
- 최대 클램핑력: 금형 캐비티의 투영 면적에 필요한 성형 압력(고무 화합물 및 부품 형상에 따라 일반적으로 5~20MPa)을 곱하여 필요한 조임력을 계산합니다. 기계의 정격 톤수는 이 수치를 충분히 초과해야 합니다.
- 에이chievable vacuum level and pump capacity: 기계가 -0.095 MPa 이상에 도달할 수 있는지, 그리고 진공 펌프 용량이 금형 캐비티 부피와 일치하여 허용 가능한 체류 시간 내에 목표 진공 수준이 달성되는지 확인하십시오.
- 온도 범위 및 균일성 사양: 최대 작동 온도가 고무 화합물의 경화 온도를 포괄하는지 확인하고 문서화된 압반 온도 균일성 데이터(이상적으로는 전체 압반 표면에 걸쳐 ±2°C 이상)를 요청하십시오.
- 제어 시스템 및 데이터 로깅: 품질이 중요한 생산의 경우 전체 프로세스 데이터 로깅, 레시피 관리 및 알람 내역 기록을 통해 기계의 우선 순위를 지정하십시오. 이러한 기능은 ISO 및 산업별 품질 시스템 요구 사항을 지원하고 결함 발생 시 근본 원인 분석을 단순화합니다.
- 에이fter-sales support and spare parts availability: 진공 시스템, 유압 구성품 및 가열 요소는 모두 정기적인 유지 관리와 최종 교체가 필요합니다. 제조업체 또는 현지 대리점이 중요한 예비 부품을 즉시 공급할 수 있는지 확인하고 공급업체에 의뢰하기 전에 보증 조건 및 현장 서비스 엔지니어의 가용성을 검토하십시오.
기계 성능을 보호하는 유지보수 관행
에이 vacuum rubber vulcanizing machine that is well-maintained delivers consistent quality and extended service life. Neglecting routine maintenance on vacuum and hydraulic systems in particular leads to gradual performance degradation that is often misdiagnosed as a process or material problem rather than a machine issue.
- 오일 오염으로 인해 펌프 효율성과 달성 가능한 진공 수준이 크게 감소하므로 제조업체가 지정한 간격(일반적으로 작동 시간 500~1,000시간마다)으로 진공 펌프 오일을 점검하고 교체하십시오.
- 각 생산 실행 전에 금형 밀봉 개스킷과 O-링을 검사하고 마모, 압축 변형 또는 손상이 감지되면 즉시 교체하십시오. 약간의 밀봉 누출이라도 목표 진공 수준에 도달할 수 없기 때문입니다.
- 교정된 다중 지점 열전대 측정을 사용하여 플래튼 온도 균일성을 주기적으로 확인하고 편차가 사양을 초과하는 경우 PID 온도 컨트롤러를 다시 교정하십시오.
- 유압유 상태 및 필터 상태를 모니터링하고 유지보수 일정에 따라 필터 및 유체를 교체하여 조임력 불일치를 유발할 수 있는 밸브 마모 및 실린더 누출을 방지합니다.
- 축적된 잔류물은 금형과의 불균일한 접촉을 야기하고 부품 품질을 저하시키는 국부적인 압력 및 온도 변화를 유발하므로 플래튼 표면을 깨끗하게 유지하고 고무 플래시가 쌓이지 않도록 유지하십시오.