고무 압축 성형은 고무 부품 제조에서 가장 오래되고 가장 널리 사용되는 공정 중 하나이며, 이 공정의 중심에 있는 기계인 고무 압축 성형 기계는 자동차, 항공우주, 산업용 씰링 및 소비재 분야의 생산 라인의 초석으로 남아 있습니다. 사출 및 트랜스퍼 성형 기술의 발전에도 불구하고 압축 성형은 단순성, 공구 비용 이점, 광범위한 고무 화합물 및 부품 형상에 대한 적합성으로 인해 지속됩니다. 이러한 기계의 작동 방식, 고품질 장비를 평균 장비와 구별하는 요소, 기계 사양을 생산 요구 사항에 맞추는 방법을 이해하는 것은 가황 고무 제품을 사용하는 엔지니어, 조달 관리자 및 공장 운영자에게 필수적입니다.
고무 압축 성형기가 하는 일
에이 고무 압축 성형기 열린 금형 캐비티에 직접 배치된 미경화 고무 화합물의 미리 측정된 충전량에 제어된 열과 압력을 가합니다. 기계가 유압으로 금형을 닫으면 고무가 캐비티의 모양에 맞게 강제됩니다. 지속되는 열(일반적으로 화합물에 따라 150°C에서 200°C 사이)은 부드럽고 유연한 고무 화합물을 내구성 있고 탄력 있는 마감 부품으로 변형시키는 화학적 가교 공정인 가황을 유발합니다. 경화 사이클이 완료되면 금형이 열리고 부품이 제거되며, 파팅 라인으로 유입된 과잉 재료를 다듬기 위해 수동으로 디플래싱이 필요한 경우가 많습니다.
압축 성형 공정은 특히 천연 고무, EPDM, 실리콘, 네오프렌, 니트릴(NBR) 및 불소탄성체(FKM/Viton)에 매우 적합합니다. 일반적으로 씰, 개스킷, O-링, 진동 댐퍼, 다이어프램, 부싱 및 맞춤형 고무 프로파일을 생산하는 데 사용됩니다. 로딩 중에 금형이 열려 있기 때문에 압축 성형은 직물 강화 고무, 금속-고무 결합 부품 및 인서트를 사출 성형 공정보다 더 자연스럽게 수용하므로 복잡한 복합 고무 부품에 선호되는 방법입니다.
고무압축성형기의 핵심부품
압축 성형기의 주요 구성 요소를 이해하면 여러 제조업체의 모델을 비교할 때 평가할 작동 원리와 주요 품질 요소가 모두 명확해집니다.
유압 시스템
유압 시스템은 기계의 힘을 생성하는 핵심입니다. 유압 펌프는 움직이는 플래튼을 작동시키는 실린더로 유체를 구동하여 금형을 닫고 경화 사이클 전체에 걸쳐 압력을 유지하는 조임력을 생성합니다. 형체력은 톤 단위로 측정되며 달성 가능한 최대 금형 크기와 캐비티 압력을 직접적으로 결정합니다. 기계는 실험실 및 프로토타입 작업을 위한 10~50톤의 소형 벤치탑 장치부터 자동차 및 산업용 부품을 위한 1,000톤이 넘는 대형 생산 프레스까지 다양합니다. 경화 중 유압 시스템의 압력 안정성은 매우 중요합니다. 변동으로 인해 완성된 부품의 치수 변화가 발생하고 고무가 불완전하게 채워지거나 공간이 생길 수 있습니다.

가열 플래튼
상부 및 하부 압반은 금형 반쪽을 고정하고 열을 전달하는 평평하고 정밀하게 연마된 금속판입니다. 플래튼은 전기 저항 요소, 증기 또는 뜨거운 오일 순환을 사용하여 내부적으로 가열됩니다. 전기 가열은 정밀한 제어 가능성과 유지 관리 용이성으로 인해 현대 기계에서 가장 일반적입니다. 증기 가열은 빠른 가열 속도를 제공하지만 인프라와 압력 관리 시스템이 필요합니다. 압반 표면 전반에 걸친 온도 분포의 균일성은 압축 성형기의 가장 중요한 품질 지표 중 하나입니다. 압반 전체에 걸쳐 ±3°C 이상의 온도 변화는 고르지 않은 경화를 유발하여 금형 전반에 걸쳐 부품의 경도, 밀도 및 치수 정확도가 일관되지 않을 수 있습니다.
제어 시스템
최신 고무 압축 성형 기계는 작업자가 특정 고무 화합물 및 부품 형상에 대한 온도, 압력 및 시간 설정의 조합인 경화 레시피를 프로그래밍하고 저장할 수 있는 터치스크린 HMI(인간-기계 인터페이스) 패널이 있는 PLC(프로그램 가능 논리 컨트롤러) 기반 제어 시스템을 사용합니다. 고급 기계는 다단계 압력 제어, 자동 금형 호흡(경화 중에 갇힌 공기와 휘발성 물질이 빠져나갈 수 있도록 순간 압력 방출 제어), 생산 모니터링 및 품질 데이터 시스템과의 통합을 제공합니다. 보급형 기계는 더 간단한 릴레이 기반 또는 아날로그 타이머 및 온도 조절 장치 제어 장치를 사용하여 정밀도와 추적성을 제한하지만 비용을 절감할 수 있습니다.
주요 공정 매개변수 및 이것이 부품 품질에 미치는 영향
고무 압축 성형 품질은 온도, 압력 및 시간이라는 세 가지 상호 의존적인 공정 매개변수에 의해 결정됩니다. 특정 고무 화합물 및 금형 설계에 대해 이러한 사항을 올바르게 적용하는 것은 일관된 생산의 기초입니다.
| 매개변수 | 일반적인 범위 | 너무 낮음의 영향 | 너무 높음의 영향 |
| 온도 | 150°C ~ 200°C | 미치료; 부드럽고 약한 부분 | 과잉치료; 취성, 표면 열화 |
| 압력 | 5 – 15 MPa 캐비티 압력 | 불완전한 채우기; 다공성; 짧은 샷 | 과도한 플래시; 곰팡이 손상 |
| 치료 시간 | 2 – 20분(화합물에 따라 다름) | 미치료; 점착성; 기계적 성질이 좋지 않음 | 복귀(NR에서); 낭비되는 사이클 시간 |
경화 시간은 화합물마다 다르며 생산이 시작되기 전에 레오미터 테스트(MDR(이동 다이 레오미터)와 같은 기기 사용)를 통해 설정해야 합니다. 레오미터는 특정 온도에서 최적의 경화 시간(T90 - 최대 토크의 90%에 도달하는 시간)을 보여주는 경화 곡선을 생성합니다. 과도한 경화가 아닌 T90에서 부품을 작동하면 기계적 특성을 손상시키지 않으면서 사이클 시간과 에너지 소비가 줄어듭니다. 많은 생산 시설에서는 PLC 경화 레시피와 함께 레오미터 경화 데이터를 저장하여 추적성을 유지하고 원료 배치가 변경될 때 신속한 레시피 조정을 가능하게 합니다.
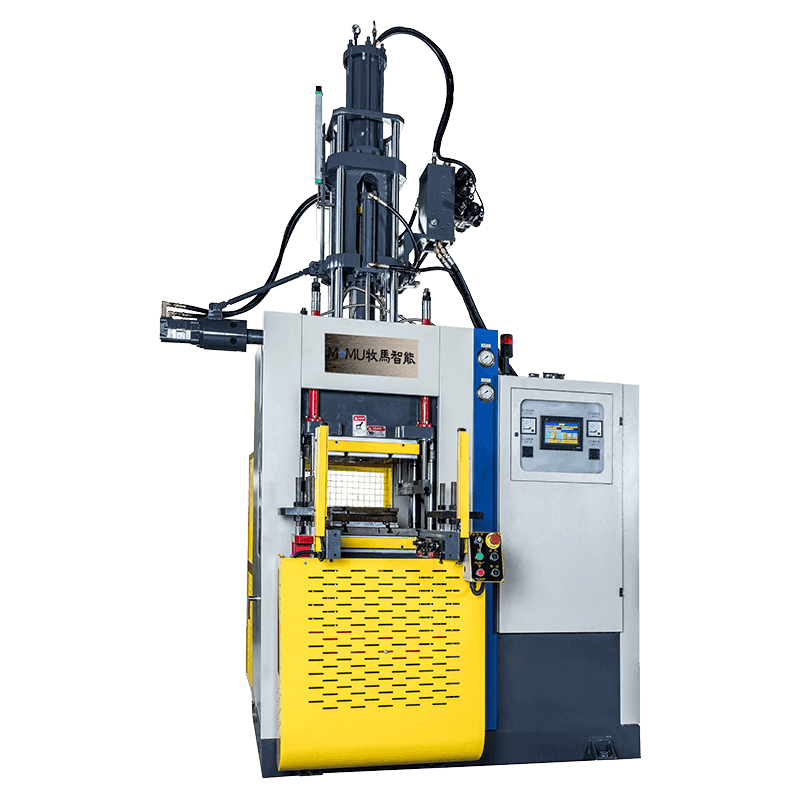
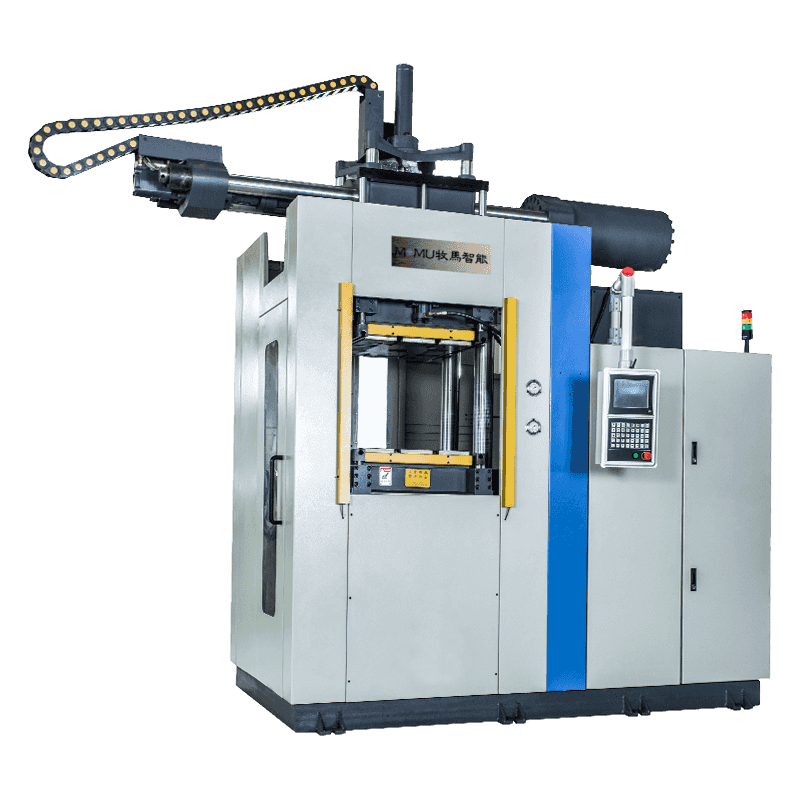
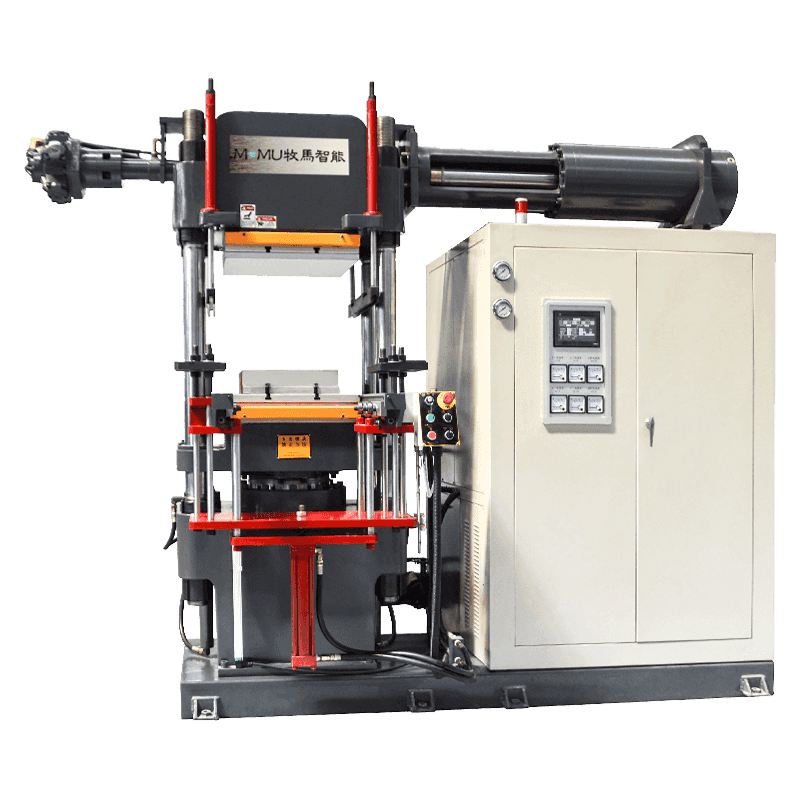
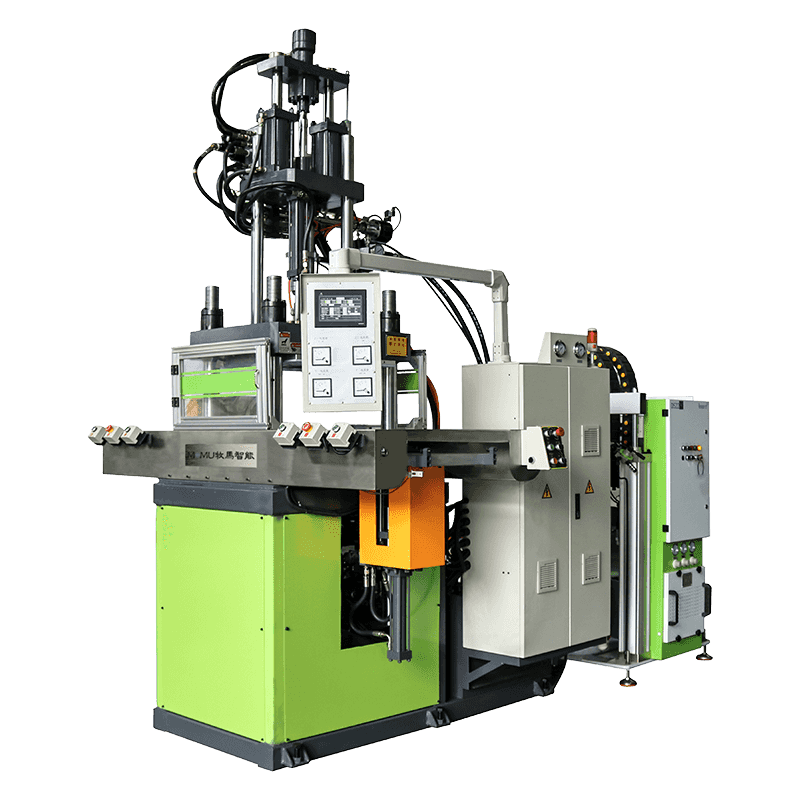
고무 압축 성형기의 종류
고무 압축 성형기는 여러 가지 구조 및 운영 구성으로 제공되며 각각은 다양한 생산 규모 및 부품 요구 사항에 적합합니다.
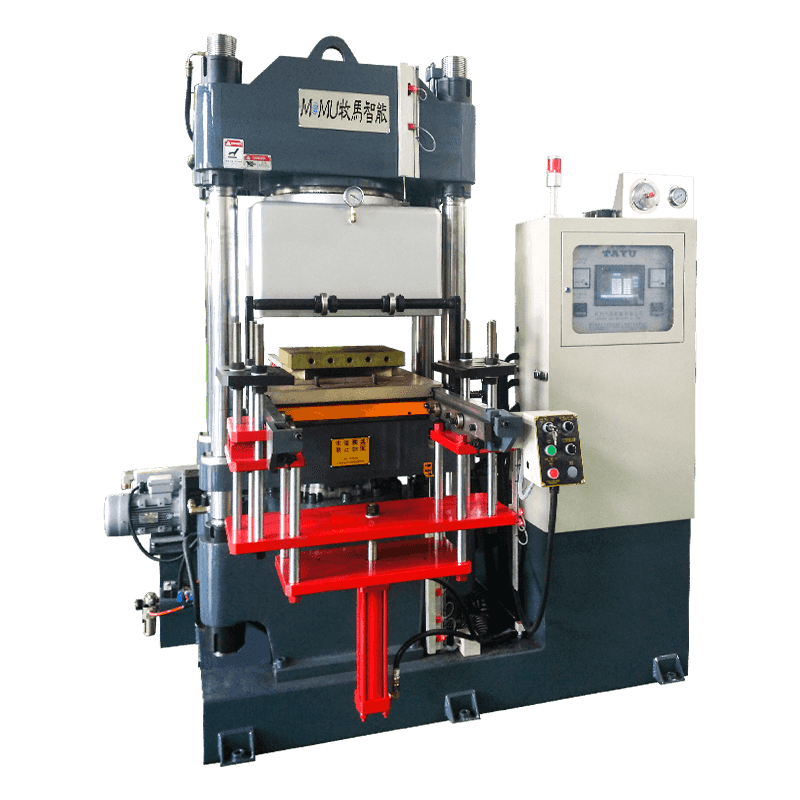
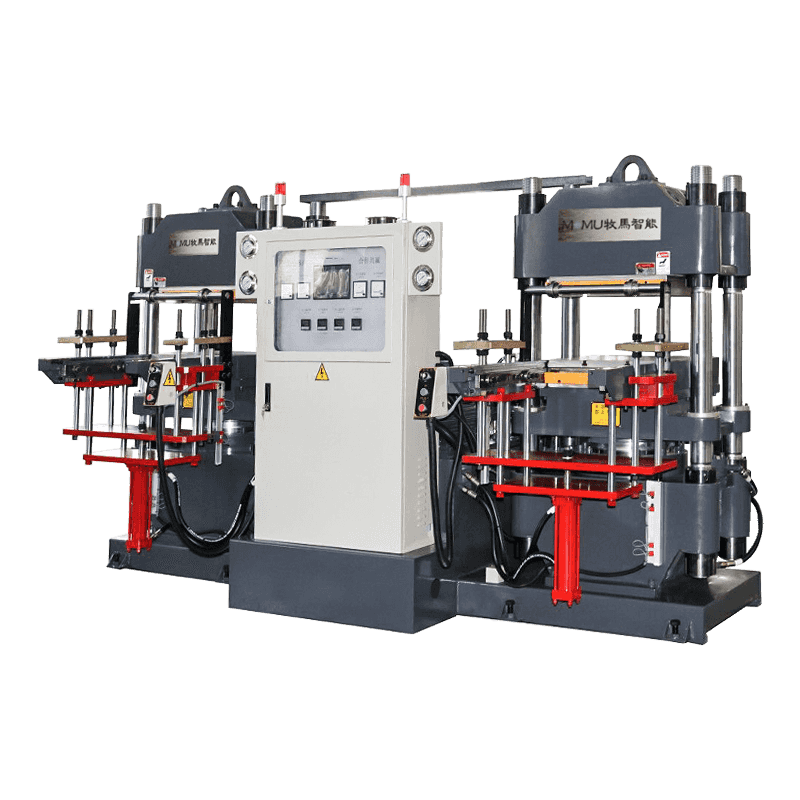
- 일일 프레스: 단일 동작으로 열리고 닫히는 한 세트의 상부 및 하부 플래튼을 갖춘 가장 일반적인 구성입니다. 작동 및 유지 관리가 간단하고 대부분의 표준 고무 부품 생산에 적합합니다. 벤치탑 실험실 모델부터 대형 산업용 프레스까지 다양한 크기로 제공됩니다.
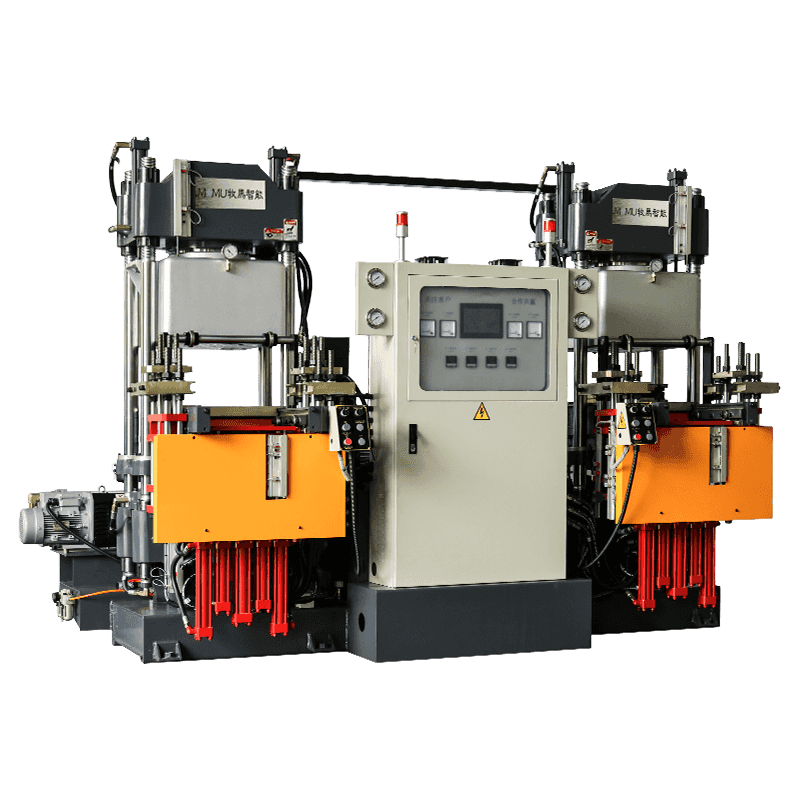
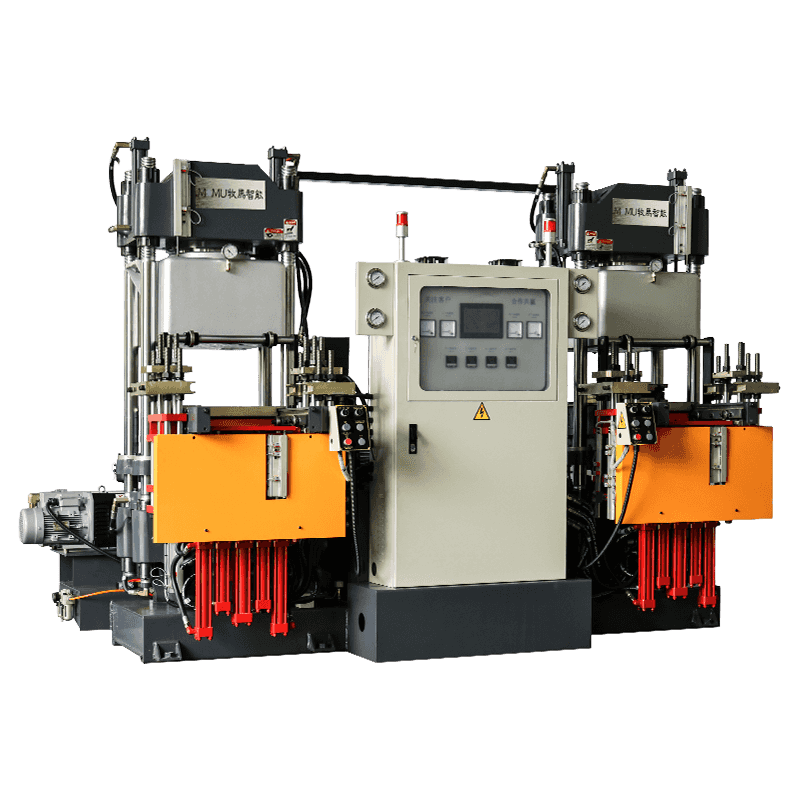
- 다중 주간 프레스: 단일 프레스 프레임 내에 수직으로 쌓인 여러 금형 개방 레벨(일광)이 특징이므로 단일 프레스 사이클에서 여러 금형을 동시에 경화할 수 있습니다. 기계 설치 공간당 생산량을 크게 증가시키며 대량 개스킷 및 씰 생산에 널리 사용됩니다.
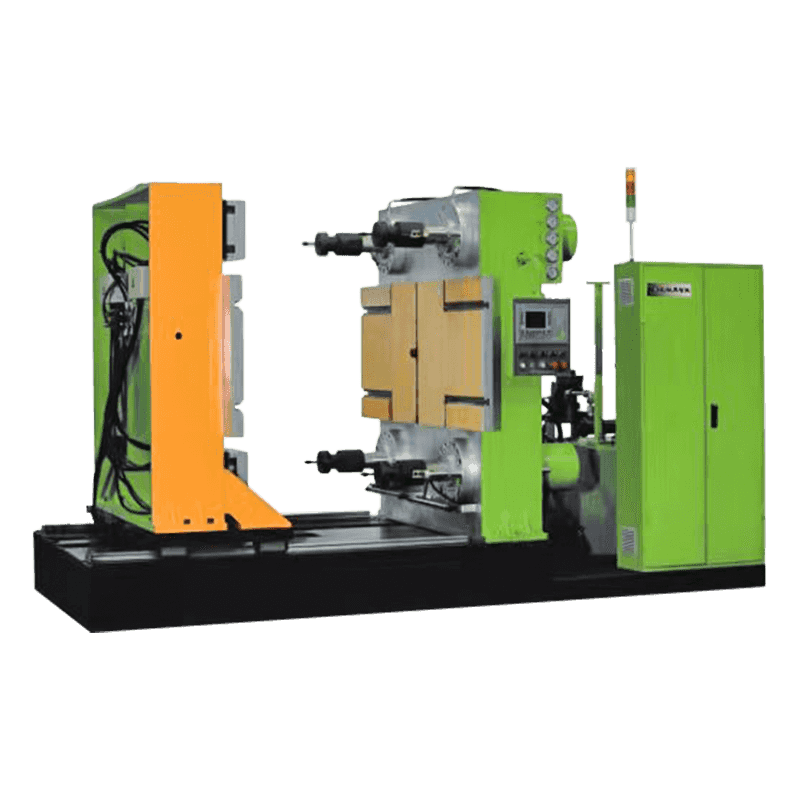
- 로터리 테이블 프레스: 로딩, 프레싱, 언로딩 위치를 통해 색인을 생성하는 금형 스테이션의 회전식 캐러셀을 사용합니다. 사이클 간 작업자 가동 중지 시간을 줄여 지속적인 작업이 가능하며 중소형 부품의 대량 생산에 적합합니다.
- 진공 압축 성형기: 금형 영역 주변에 진공 챔버가 장착된 이 기계는 폐쇄 전과 폐쇄 중에 금형 캐비티에서 공기를 배출합니다. 이는 고무에 공기가 갇히는 것을 방지합니다. 이는 의료 장치, 식품 접촉 밀봉 및 고성능 다이어프램과 같이 다공성이 허용되지 않는 실리콘 부품 및 기타 응용 분야에 매우 중요합니다.
- 4열 유압 프레스: 금형 폐쇄 중 정확한 평행성을 위해 플래튼 영역 주위에 4개의 수직 가이드 컬럼을 사용합니다. 플래튼 편향이나 정렬 불량으로 인해 불균일한 플래시, 파팅 라인 불일치 또는 금형 전체의 치수 변화가 발생할 수 있는 대형 또는 정밀 금형에 선호됩니다.
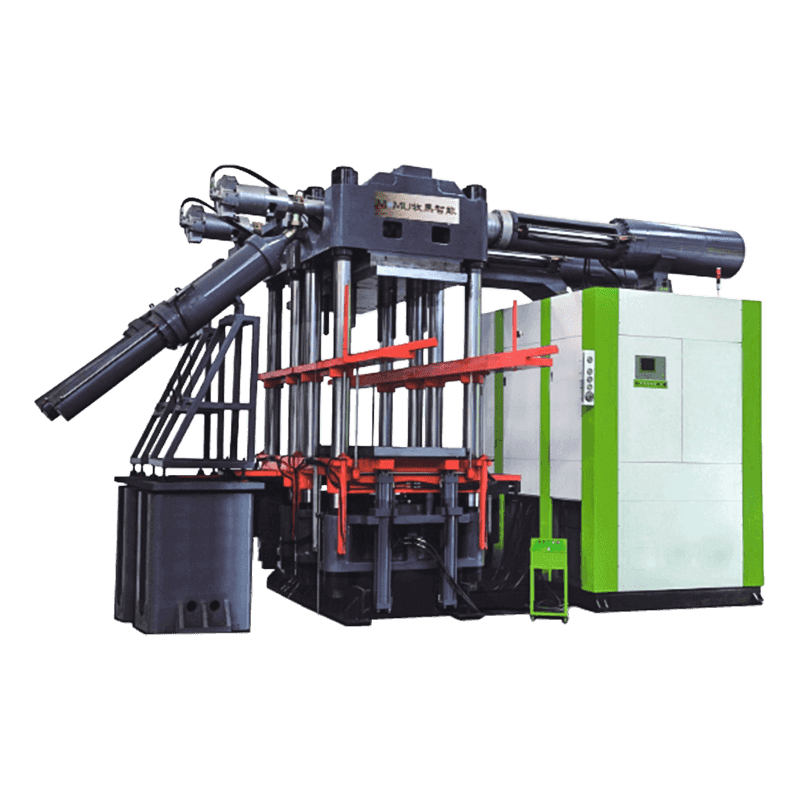
압축 성형과 고무의 이송 및 사출 성형
고무 제조업체는 압축, 이송 또는 사출 성형이 특정 부품에 적합한 공정인지 결정하는 데 종종 직면합니다. 각각에는 생산량, 부품 복잡성, 재료 유형 및 툴링 예산을 기준으로 평가해야 하는 명확한 장점과 한계가 있습니다.
| 요인 | 압축 | 환승 | 주입 |
| 툴링 비용 | 낮음 | 중간 | 높음 |
| 사이클 시간 | 더 길다 | 중간 | 최단 |
| 재료 폐기물 | 보통(플래시) | 중간(포트/스프루) | 낮음 |
| 부품 복잡성 | 낮음 to Medium | 중간 | 높음 |
| 인서트 몰딩 | 우수 | 좋음 | 제한적 |
| 볼륨 적합성 | 낮음 to medium | 중간 | 높음 volume |
| 운전자 기술 필요 | 보통 | 보통 | 높음er |
압축 성형은 툴링 비용과 인서트 성형 유연성 측면에서 지속적으로 우위를 점하고 있으며, 이것이 프로토타입 개발, 짧은 생산 실행, 금속 또는 직물 결합이 필요한 부품에서 여전히 지배적인 공정으로 남아 있는 이유입니다. 부품당 인건비가 지배적인 경제적 요인이 되는 대량 생산 분야의 경우 사출 성형의 자동화된 주기와 최소한의 플래시 트림 요구 사항은 일반적으로 더 높은 장비 및 툴링 투자를 정당화합니다.
고무 압축 성형기를 선택할 때 평가해야 할 사항
올바른 기계를 선택하려면 제품 사양, 생산량, 고무 화합물 및 운영 환경을 신중하게 조정해야 합니다. 사양이 부족한 장비를 구입하면 병목 현상이 발생합니다. 과도하게 지정하면 자본이 낭비됩니다. 다음 기준은 진지한 평가의 지침이 되어야 합니다.
- 클램핑력: 예상 캐비티 압력(일반적으로 대부분의 고무 화합물의 경우 7~12MPa)에 모든 캐비티의 총 투영 면적과 금형의 플래시 면적을 곱하여 필요한 톤수를 계산합니다. 화합물과 금형 설계 간의 차이를 수용할 수 있도록 항상 최소 20%의 안전 여유를 포함하십시오.
- 압반 크기: 압반은 클램핑 및 열 균일성을 위해 모든 면에 여유 공간이 있는 가장 큰 금형을 수용할 수 있을 만큼 충분히 커야 합니다. 표준 압반 크기는 소형 실험실 프레스의 경우 200 × 200mm부터 산업 생산 기계의 경우 1,200 × 1,200mm 이상입니다.
- 온도 균일성: 제조업체의 압반 온도 균일성 사양을 요청하고 가능하면 독립적으로 확인하십시오. 정밀 실리콘 또는 의료 등급 고무 부품의 경우 전체 압반 표면에 걸쳐 ±2°C 이상의 균일성이 필수적입니다.
- 일광 개방: 개방 형판 사이의 최대 거리는 금형 높이와 부품 제거 및 로딩을 위한 여유 공간을 수용해야 합니다. 일광이 충분하지 않으면 운전자는 사이클 시간을 늦추고 인체공학적 위험을 증가시키는 불편한 자세를 취하게 됩니다.
- 제어 시스템의 정교함: PLC 레시피 저장, 데이터 로깅 및 원격 모니터링 기능이 품질 관리 및 추적성 요구 사항에 부합하는지 평가하십시오. 자동차(IATF 16949) 및 의료(ISO 13485)와 같은 산업에서는 단순한 기계가 지원할 수 없는 특정 프로세스 문서화 요구 사항이 있습니다.
- 에이fter-sales support and spare parts availability: 유압 씰, 가열 요소 및 제어 구성 요소는 시간이 지남에 따라 마모됩니다. 제조업체 또는 현지 대리점이 예비 부품 재고를 유지하고 생산 환경에 허용되는 응답 시간 내에 기술 지원을 제공할 수 있는지 확인하십시오.
기계 수명을 연장하고 부품 품질을 보호하는 유지 관리 방식
에이 rubber compression molding machine operating in production conditions is subject to continuous thermal cycling, hydraulic pressure stress, and rubber compound contamination. A disciplined maintenance routine is not optional — it is the difference between a machine that delivers consistent output for 20 years and one that generates defects and downtime within five.
- 매일: 적절한 이형제와 비마모성 도구를 사용하여 플래튼 표면과 플래시 및 복합 잔여물의 금형 파팅면을 청소합니다. 유압유 레벨을 검사하고 실린더 씰과 피팅 주위에 눈에 띄는 누출이 있는지 확인하십시오. 교정된 열전대를 기준으로 플래튼 온도 판독값을 확인합니다.
- 주간: 작동유 상태와 필터 상태를 확인하세요. 가이드 컬럼과 플래튼 평행도를 검사합니다. 비상 정지, 라이트 커튼, 압력 방출 밸브를 포함한 모든 안전 인터록이 올바르게 작동하는지 확인하십시오.
- 월간: 추적 가능한 기준을 기준으로 온도 컨트롤러와 열전대를 교정합니다. 발열체 저항을 검사하여 수명이 다 된 요소가 생산에 실패하기 전에 식별합니다. 유압 실린더 씰에 눈물이 나는지 확인하십시오.
- 에이nnually: 전체 유압유 교환 및 필터 교체. 필요한 경우 플래튼 평탄도 측정 및 수정. 단자 견고성, 절연 저항, PLC 배터리 교체 등 전기 시스템 검사를 완료합니다.
에이 rubber compression molding machine is a long-term capital investment whose return depends on process discipline as much as machine quality. Matching the right machine specification to your product range, establishing precise process parameters for each compound, and maintaining the equipment to manufacturer standards are the three pillars of productive, cost-effective rubber compression molding. For manufacturers who get this combination right, compression molding remains one of the most reliable and economically efficient rubber forming processes available.