고무 압축 성형기란 무엇입니까?
에이 고무 압축 성형기 폐쇄된 금형 캐비티 내에서 제어된 열과 압력을 가하여 고무 화합물을 성형하도록 특별히 설계된 유압 프레스입니다. 재료가 러너 시스템을 통해 금형에 강제로 들어가는 사출 성형과 달리, 압축 성형은 사전 측정된 고무 충전물(프리폼이라고 함)을 열린 금형 캐비티에 직접 배치합니다. 그런 다음 프레스는 열을 가하는 동시에 높은 수압으로 금형을 닫아 고무가 흐르고, 캐비티를 채우고, 영구적이고 견고한 형태로 가황됩니다. 그 결과 금형의 형상을 정확하게 복제하는 완성된 고무 부품이 탄생했습니다.
이러한 기계는 자동차 씰링 시스템, 산업용 개스킷, 항공우주 진동 완화 장치, 의료 기기 부품, 신발 밑창, 소비재 등 정밀 고무 부품을 사용하는 산업의 기본입니다. 압축 성형 공정은 단순성, 사출 성형에 비해 상대적으로 낮은 툴링 비용, 천연 고무, 실리콘, EPDM, 네오프렌, 니트릴(NBR) 및 불화탄성체(FKM)를 포함한 광범위한 고무 화합물에 대한 적합성으로 인해 가치가 있습니다. 기계 자체는 생산 규모에서 일관되고 반복 가능한 가황을 가능하게 하는 통제된 환경입니다.
핵심 작동 원리: 열, 압력 및 가황
고무 압축 성형기의 작동 원리는 온도, 압력 및 경화 시간이라는 세 가지 상호 의존적 변수를 중심으로 진행됩니다. 이를 통해 성형된 고무 부품이 의도한 물리적 사양을 충족하는지, 아니면 경화 부족, 과잉 경화 또는 치수 부정확성으로 인해 실패하는지 여부가 결정됩니다.
일반적으로 경화 강철이나 알루미늄으로 가공된 금형은 유압 프레스의 상부 및 하부 압반 사이에 장착됩니다. 플래튼에 내장된 전기 가열 요소 또는 증기 회로는 금형을 통해 고무 충전물로 열을 전달합니다. 고무가 가열되면 부드러워지고 유연해지며, 프레스의 폐쇄 압력에 따라 흘러 캐비티의 모든 윤곽을 채웁니다. 동시에 열은 고무 화합물 내의 가황제(보통 황 화합물 또는 과산화물)를 활성화하여 폴리머 사슬의 가교를 유발합니다. 이 가교는 부드러운 열가소성 고무를 탄성이 있고 치수가 안정적이며 영구적인 형태의 구성 요소로 변형시키는 것입니다.
전체 압반 표면에 걸쳐 정밀한 온도 균일성을 유지하는 것이 중요합니다. 열 분포가 고르지 않으면 단일 금형 내에서 경화 속도가 달라져 경도가 일정하지 않고 표면 결함이 있거나 내부 공극이 있는 부품이 생산됩니다. 최신 압축 성형 기계는 PID(비례 적분 미분) 온도 컨트롤러를 사용하여 생산 주기 전반에 걸쳐 압반 온도를 설정점의 ±1°C 이내로 유지합니다.

고무 압축 성형기의 주요 유형
고무 압축 성형기는 다양한 구성으로 제공되며 각각은 다양한 생산 환경, 부품 크기 및 자동화 수준에 적합합니다.
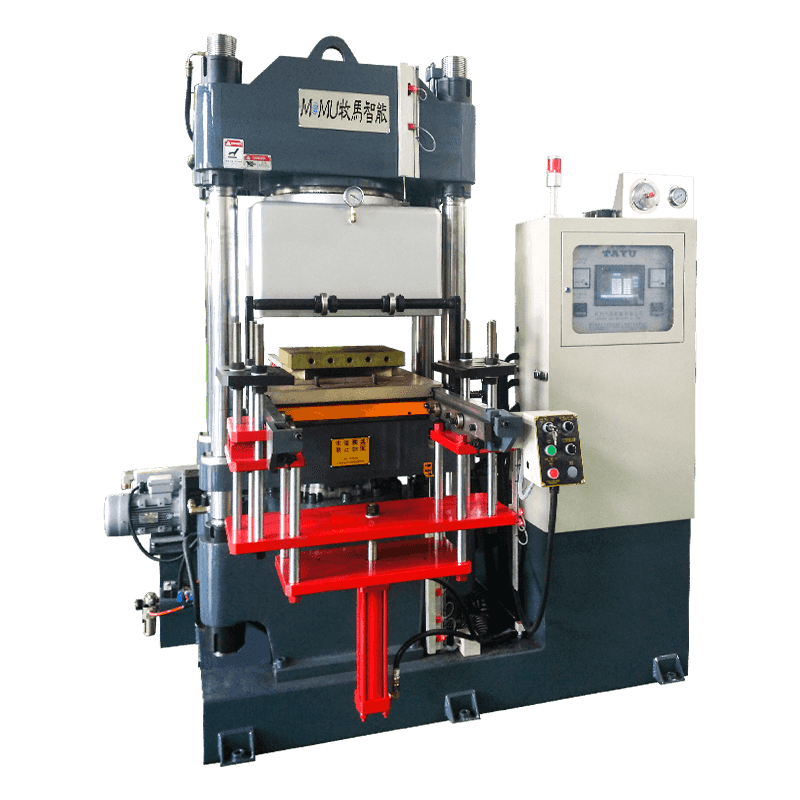
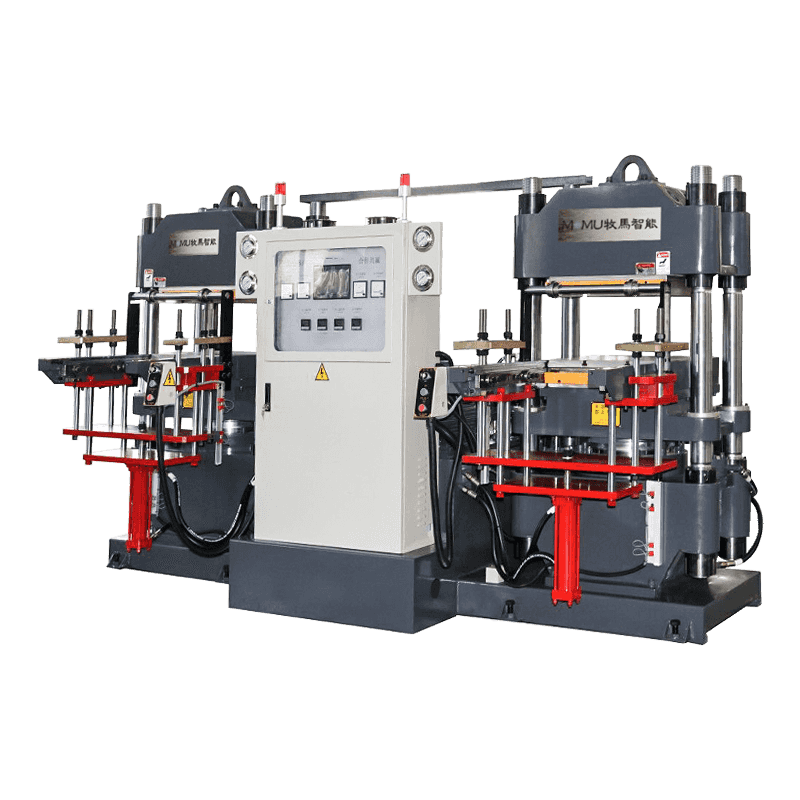
싱글 데이라이트 프레스
싱글 데이라이트 프레스에는 상부 압반과 하부 압반 사이에 구멍이 하나 있어 한 번에 하나의 금형을 수용할 수 있습니다. 이는 중소 규모 생산 실행과 상대적으로 큰 개별 부품 성형에 가장 일반적인 구성입니다. 이는 간단한 작동, 쉬운 금형 교체, 프리폼 로딩 및 부품 제거를 위한 금형에 대한 작업자의 직접적인 접근을 제공합니다. 단일 데이라이트 프레스는 용도에 따라 50톤에서 1,000톤 이상의 클램핑력으로 사용할 수 있습니다.
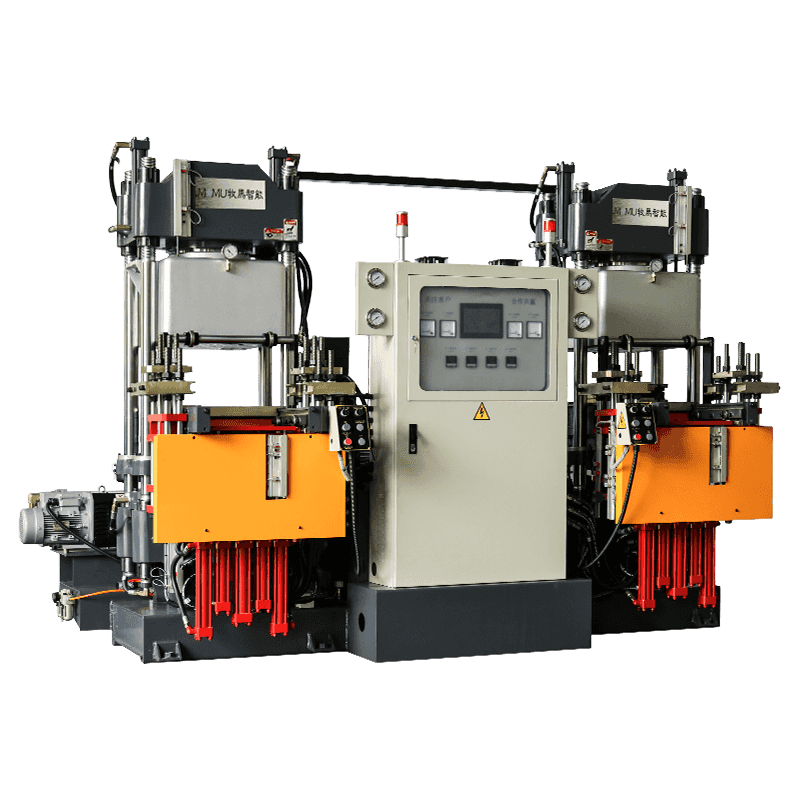
멀티 데이라이트 프레스
멀티 데이라이트 프레스에는 수직으로 쌓인 여러 개의 가열 압반이 통합되어 있어 단일 프레스 스트로크에서 동시에 작동하는 여러 개의 금형 개구부(또는 데이라이트)를 생성합니다. 이 구성은 추가 바닥 공간이나 별도의 프레스가 필요 없이 사이클당 생산량을 극적으로 증가시킵니다. 4일 프레스는 각 생산 주기에서 활성화된 금형 캐비티 수를 효과적으로 4배로 늘려 씰, O-링, 진동 마운트 및 그로밋과 같은 중소형 고무 부품의 대량 생산에 매우 효율적입니다.
로터리 또는 셔틀 테이블 프레스
회전식 및 셔틀 테이블 프레스는 로딩 및 언로딩 영역을 프레싱 영역에서 분리하여 작업자의 인체공학성과 사이클 효율성을 향상시키도록 설계되었습니다. 회전 턴테이블 또는 슬라이딩 셔틀은 자동 또는 반자동으로 금형을 프레스 안팎으로 이동하므로 작업자는 프레스가 경화 사이클을 완료하는 동안 안전하고 접근 가능한 스테이션에서 프리폼을 로드하고 완성된 부품을 제거할 수 있습니다. 이 디자인은 비생산적인 개방 시간을 최소화하는 것이 최우선인 높은 케이던스의 생산 환경에서 특히 효과적입니다.
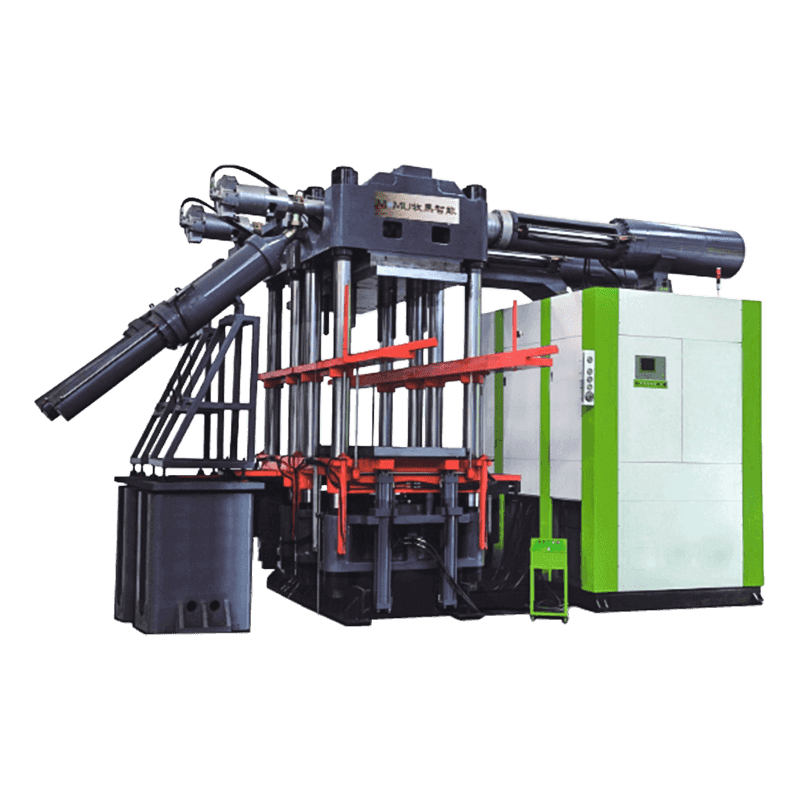
진공 압축 성형 프레스
실리콘 의료용 부품, 항공우주 씰 또는 고전압 전기 절연체와 같은 빈 공간이 없고 무결성이 높은 고무 부품이 필요한 응용 분야의 경우 진공 압축 성형 프레스는 프레싱 사이클 전과 도중에 금형 캐비티에서 공기를 배출합니다. 금형에 갇힌 잔여 공기는 중요한 응용 분야에서 허용되지 않는 다공성, 불완전한 충전 및 표면 결점을 유발할 수 있습니다. 진공 시스템은 고무가 흐르고 가황되기 전에 이 공기를 제거하여 엄격한 품질 표준을 충족하는 조밀하고 결함 없는 부품을 보장합니다.
주요 기술 사양 설명
올바른 고무 압축 성형기를 선택하려면 해당 기능을 정의하는 기술 사양을 명확하게 이해해야 합니다. 평가하는 데 가장 중요한 매개변수는 다음과 같습니다.
| 사양 | 일반적인 범위 | 중요한 이유 |
| 클램핑력 | 50~2,000톤 | 금형 캐비티 압력 및 플래시 제어 결정 |
| 압반 크기 | 200×200mm – 1500×1500mm | 최대 금형 면적 및 캐비티 수 설정 |
| 온도 범위 | 100°C ~ 250°C | 복합 가황 요구 사항과 일치해야 함 |
| 일광 개방 | 200mm – 800mm | 금형 높이와 안전한 적재 간격을 수용해야 합니다. |
| 온도 균일성 | ±1°C ~ ±3°C | 전체 압반 영역에 걸친 일관된 경화에 중요 |
| 제어 시스템 | PLC 터치스크린 HMI | 레시피 저장, 프로세스 모니터링, 알람 관리 가능 |
클램핑 력은 틀림없이 가장 기본적인 사양입니다. 가열 중에 고무 화합물이 부드러워지고 팽창함에 따라 고무 화합물에 의해 생성된 내부 압력에 대해 금형을 완전히 닫은 상태로 유지하는 데 충분해야 합니다. 불충분한 조임력으로 인해 금형이 숨을 쉬게 되어 과도한 플래시(파팅 라인에 얇은 고무 핀이 발생)가 발생하여 노동 집약적인 금형 후 트리밍이 필요하고 재료 낭비가 증가합니다.
압축 성형에 적합한 고무 화합물
모든 고무 화합물이 압축 성형에 똑같이 적합한 것은 아니며 가공되는 재료에 맞게 기계를 구성해야 합니다. 가장 일반적으로 처리되는 화합물은 다음과 같습니다.
- 천연고무(NR): 기계적 성질과 탄성이 우수합니다. 산업 및 자동차 응용 분야에 널리 사용됩니다. 150~170°C에서 쉽게 가황됩니다.
- 실리콘(VMQ/HCR): 탁월한 내열성(-60°C ~ 230°C), 생체적합성 및 내후성. 일반적으로 160~180°C 범위의 정밀한 온도 제어가 필요합니다. 의료 및 식품 접촉 응용 분야에 광범위하게 사용됩니다.
- EPDM: 오존, UV 및 내후성이 우수합니다. 실외 씰, 개스킷 및 지붕 프로파일에 일반적으로 사용됩니다. 일반적으로 160~180°C에서 성형됩니다.
- 니트릴(NBR): 탁월한 오일 및 연료 저항성; 자동차 오일 씰, 연료 시스템 부품 및 유압 씰의 표준 재료; 150~170°C에서 성형됩니다.
- 플루오로엘라스토머(FKM/Viton): 열, 화학 물질 및 연료에 대한 탁월한 내성; 까다로운 항공우주, 자동차, 화학 처리 응용 분야에 사용됩니다. 175~200°C의 더 높은 성형 온도와 더 긴 경화 주기가 필요합니다.
- 네오프렌(CR): 내유성과 내후성의 균형이 좋습니다. 호스, 벨트 및 케이블 재킷에 사용됩니다. 150~170°C에서 성형됩니다.
에이utomation and Control Features in Modern Machines
현대의 고무 압축 성형 기계는 수동 제어가 가능한 단순한 유압 프레스를 훨씬 뛰어넘어 발전했습니다. 오늘날의 기계에는 프로세스 일관성을 향상시키고 작업자 의존도를 줄이며 더 광범위한 공장 관리 시스템에 통합할 수 있는 정교한 자동화 및 디지털 제어 기능이 통합되어 있습니다.
PLC 기반 프로세스 제어
프로그래밍 가능 논리 컨트롤러(PLC)는 저장된 레시피를 기반으로 폐쇄 속도, 압력 램핑, 경화 시간, 개방 순서, 배출 등 전체 프레스 주기를 관리합니다. 각 고무 화합물과 금형 조합에는 자체 저장된 프로그램이 있어 작업자가 매개변수를 수동으로 재설정하는 대신 HMI 터치스크린에서 적절한 레시피를 선택하기만 하면 제품을 전환할 수 있습니다. 레시피 기반 제어는 설정 오류를 제거하고 모든 생산 실행이 검증된 기준에서 시작되도록 보장합니다.
에이utomatic Deflashing and Degassing
많은 기계에는 최종 폐쇄 및 완전 경화 전에 갇힌 공기와 휘발성 물질이 금형에서 빠져나갈 수 있도록 하는 프로그래밍 가능한 탈기 시퀀스(경화 사이클의 초기 단계에서 프레스의 간략한 제어 개방)가 포함되어 있습니다. 이는 내부 다공성이 일반적인 결함인 두껍거나 복잡한 부품에 특히 중요합니다. 일부 프레스에는 탈형 직후 부품에서 플래시를 제거하는 로봇 팔이나 기계적 디플래싱 도구도 통합되어 있어 수동 마무리 작업이 줄어듭니다.
데이터 로깅 및 품질 추적성
산업용 압축 프레스에는 모든 생산 주기에 대해 온도, 압력, 주기 시간 및 경보 이벤트를 기록하는 데이터 로깅 기능이 점점 더 많이 포함되고 있습니다. 이러한 추적성은 생산 기록을 유지하고 감사할 수 있어야 하는 의료기기, 항공우주 등 규제 대상 산업에서 매우 중요합니다. 실시간 모니터링 대시보드를 통해 생산 감독자는 여러 프레스의 기계 성능을 동시에 추적하고 배치 결함이 발생하기 전에 편차를 식별할 수 있습니다.
귀하의 응용 분야에 적합한 기계를 선택하는 방법
고무 압축 성형기를 선택하는 것은 기계 비용만 고려하기보다는 특정 제품 요구 사항, 생산량 및 재료 유형에 따라 결정되어야 하는 다양한 변수를 고려한 결정입니다. 다음 고려사항을 체계적으로 해결하세요.
- 부품 형상 및 금형 크기를 정의합니다. 압반 치수는 모든 면에 여유 공간이 있어 금형을 편안하게 수용할 수 있어야 합니다. 다중 캐비티 금형의 경우 총 투영 면적을 계산하여 필요한 최소 조임력을 결정합니다.
- 고무 화합물을 확인하십시오. 화합물의 가황 온도 범위와 경화 시간을 확인하십시오. 기계의 가열 시스템이 품질 표준에 필요한 균일성을 유지하면서 전체 압반 전체에 걸쳐 해당 온도에 도달하고 유지할 수 있는지 확인하십시오.
- 에이ssess production volume: 소형 부품의 대량 생산은 다중 주광 구성 또는 회전 테이블 자동화의 이점을 얻습니다. 크거나 복잡한 부품의 중소량 작업은 일반적으로 레시피 기반 PLC 제어 기능을 갖춘 일일 프레스에 적합합니다.
- 품질 요구 사항을 고려하십시오. 에이pplications demanding void-free parts — medical, aerospace, high-voltage electrical — require vacuum-assisted pressing. Factor vacuum system integration into your specification and budget from the outset.
- 판매 후 지원 평가: 고무 압축 기계는 유압 시스템, 가열 요소 및 제어 구성 요소를 정기적으로 유지 관리해야 합니다. 접근 가능한 기술 지원, 사용 가능한 예비 부품 및 현지 서비스 기능을 갖춘 공급업체를 선택하면 기계 수명 동안 생산 가동 시간 투자를 보호할 수 있습니다.
에이 rubber compression molding machine is a long-term capital investment whose return depends entirely on matching its capabilities to the demands of your production process. Taking the time to specify it correctly — rather than defaulting to the lowest-cost option — consistently delivers better part quality, lower scrap rates, and more reliable throughput over the machine's operational life.