액체 실리콘 몰드 클램핑 기계란 무엇이며 왜 중요한가요?
에이 액체 실리콘 몰드 클램핑 기계 일반적으로 통합형 클램핑 시스템을 갖춘 LSR(액체 실리콘 고무) 사출 성형기로 불리는 이 제품은 2액형 액체 실리콘 고무를 정밀 성형 부품으로 가공하도록 설계된 전문 제조 장비입니다. 기존의 열가소성 사출 성형 기계와 달리 LSR 기계는 가열된 금형 캐비티에 냉간 공급되는 재료를 처리해야 하며, 여기서 냉각 기반 응고가 아닌 가황(경화) 반응을 거치게 됩니다. 클램핑 유닛은 사출, 충진 및 경화 주기 전반에 걸쳐 정밀하고 일관된 금형 폐쇄력을 유지함으로써 플래시를 방지하고 치수 정확성을 보장하며 내부 사출 압력으로 인한 손상으로부터 금형을 보호함으로써 이 공정에서 중요한 역할을 합니다.
LSR은 열가소성 수지에 비해 점도가 매우 낮기 때문에(종종 경화 전 100,000~300,000mPa·s 범위) 액체 실리콘 가공에서 클램핑 시스템의 중요성이 증폭됩니다. 점도가 낮다는 것은 재료가 금형 파팅 면 사이의 가장 작은 틈으로 쉽게 흘러들어가므로 작은 조임력 결함이라도 부품 표면의 플래시 결함으로 즉시 눈에 띄게 됩니다. 적절하게 지정되고 보정된 클램핑 기계는 이러한 위험을 제거하는 동시에 생산 효율성을 극대화하는 높은 캐비티 툴링 구성을 가능하게 합니다.
핵심 구성 요소 및 클램핑 시스템의 작동 방식
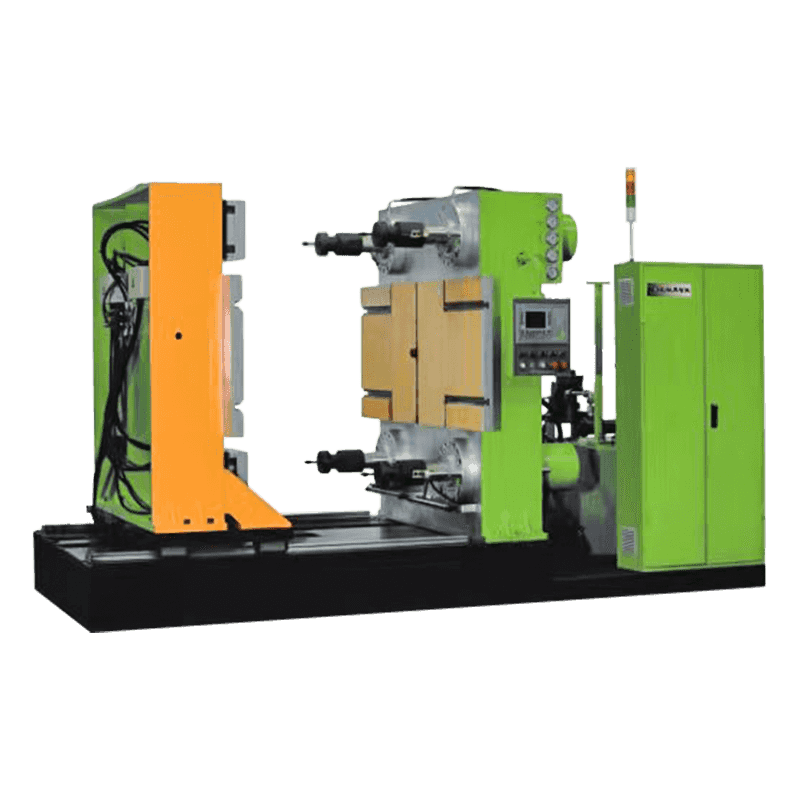
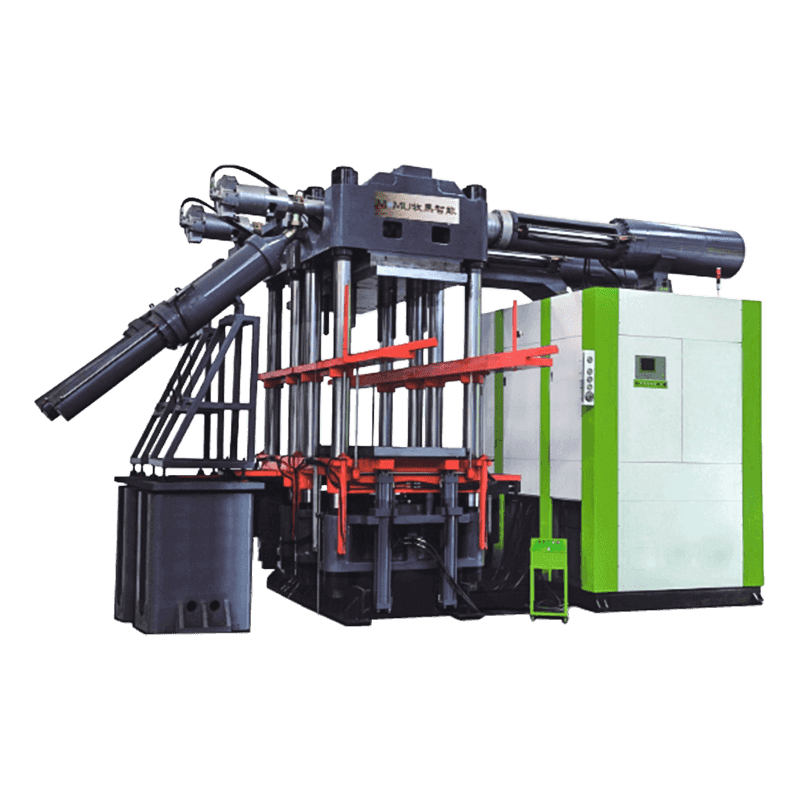
액체 실리콘 몰드 클램핑 기계의 아키텍처를 이해하면 제조업체가 정보에 입각한 구매 및 운영 결정을 내리는 데 도움이 됩니다. 이 기계는 두 가지 통합 하위 시스템, 즉 2성분 LSR을 측정, 혼합 및 사출하는 사출 장치와 제어된 힘에 따라 금형을 열고 닫고 잠그는 클램핑 장치로 구성됩니다. 액체 실리콘 응용 분야의 경우 두 하위 시스템 모두 표준 열가소성 기계에 대한 표준보다 훨씬 더 까다로운 표준을 충족해야 합니다.
클램핑 유닛
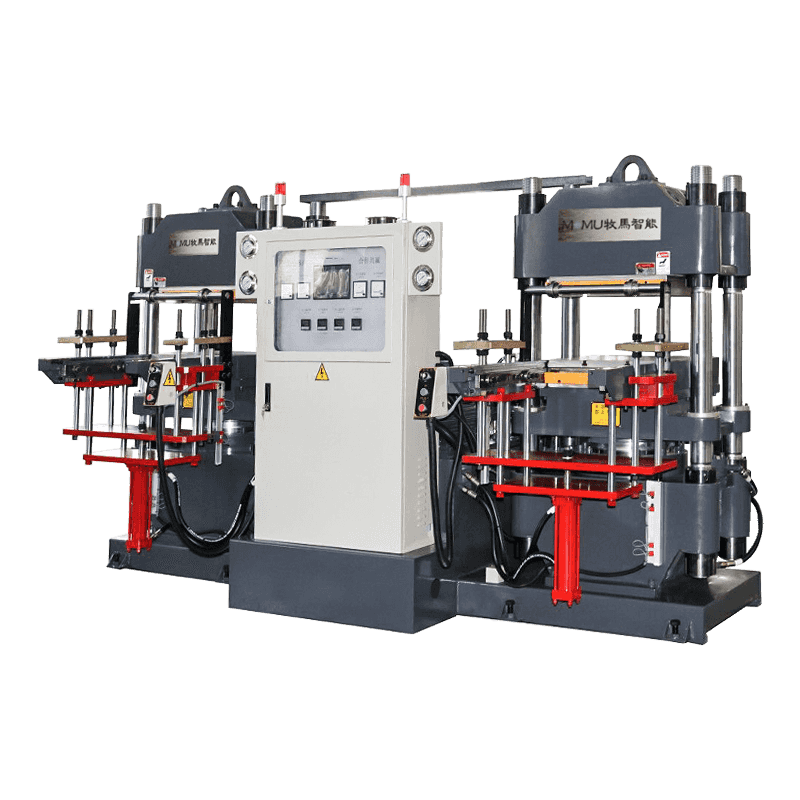
클램핑 장치는 고정형 압반, 이동형 압반, 타이 바(또는 일부 설계에서는 타이바 없는 프레임) 및 클램핑 액추에이터(기계 설계에 따라 유압식, 토글 기계식 또는 서보 전기식일 수 있음)로 구성됩니다. 이동 형판은 타이 바 또는 프레임 가이드를 따라 이동하여 금형을 열고 닫습니다. 금형이 완전히 닫히면 클램핑 액츄에이터는 킬로뉴턴(kN) 또는 톤 단위로 측정되는 정격 조임력을 적용하여 재료를 채우는 동안 금형을 강제로 분리시키는 사출 압력에 맞서 금형 반쪽을 함께 잠급니다.
LSR 가공의 경우 클램핑 유닛은 가열된 금형(일반적으로 170~220°C로 유지)을 수용해야 하며 사출 시스템은 차가운 상태(5~15°C)로 유지되어야 합니다. 이러한 열 대비는 기계 프레임과 압반 설계가 금형 면 전체에 걸쳐 평행성과 일관된 조임력 분포를 유지하기 위해 차등 열 팽창을 고려해야 함을 의미합니다. 이는 다중 캐비티 도구에서 플래시 없는 균일한 부품을 달성하는 데 중요합니다.
주입 및 계량 장치
LSR 기계의 사출 장치는 열가소성 수지 장치와 근본적으로 다릅니다. 이는 콜드 배럴과 주입 스크류에 들어가기 전에 정적 또는 동적 믹서에서 결합된 성분 A(기본 폴리머)와 성분 B(가교제/촉매)의 체적 비율이 일반적으로 1:1인 2성분 펌핑 및 계량 시스템으로 구성됩니다. 컬러 LSR 부품의 경우 안료 투여 시스템을 인라인으로 통합할 수 있습니다. 주입 스크류는 배럴 내 조기 가황을 방지하기 위해 냉각되며, 노즐에는 니들 차단 밸브가 통합되어 있어 샷 사이에 흘러내리는 것을 방지합니다.
기계를 선택할 때 평가해야 할 주요 기술 사양
액체 실리콘 몰드 클램핑 기계를 선택하려면 여러 상호 의존적인 기술 매개변수를 신중하게 평가해야 합니다. 툴링 및 생산 요구 사항에 비해 단일 사양의 크기를 축소하면 지속적인 품질 문제나 기계 손상이 발생할 수 있습니다. 다음 표에는 가장 중요한 사양과 실제적인 의미가 요약되어 있습니다.
| 사양 | 일반적인 범위 | 중요한 이유 |
| 클램핑력 | 50 – 4,000kN | 플래시를 방지하려면 예상 캐비티 압력을 초과해야 합니다. |
| 압반 크기 | 200×200mm – 1000×1000mm | 최대 몰드 베이스 치수를 결정합니다. |
| 일광 개방 | 200 – 800mm | 금형 높이와 탈형 스트로크를 수용해야 합니다. |
| 주입량 | 2 – 3,000cm³ | 주자를 포함한 총 샷 무게와 일치해야 합니다. |
| 측광 정확도 | ±0.5% 이상 | 일관된 A:B 비율과 경화 균일성을 보장합니다. |
| 금형 온도 조절 | 최대 250°C | 경화 속도 및 부품 품질 제어 |
| 배럴/노즐 온도 | 5~20°C(냉각) | 공급 시스템의 조기 가황을 방지합니다. |
| 클램핑 구동 방식 | 유압 / 토글 / 서보 전기 | 에이ffects precision, energy use, and maintenance demands |
유압식 대 토글 대 전기식 클램핑: 올바른 드라이브 선택
클램핑 드라이브 유형의 선택은 액체 실리콘 몰드 클램핑 기계를 지정할 때 가장 중요한 결정 중 하나입니다. 각 드라이브 기술은 힘의 일관성, 에너지 효율성, 정밀도 및 유지 관리 요구 사항 측면에서 뚜렷한 절충안을 제공합니다. 이 모두는 특히 LSR 처리에 중요한 영향을 미칩니다.
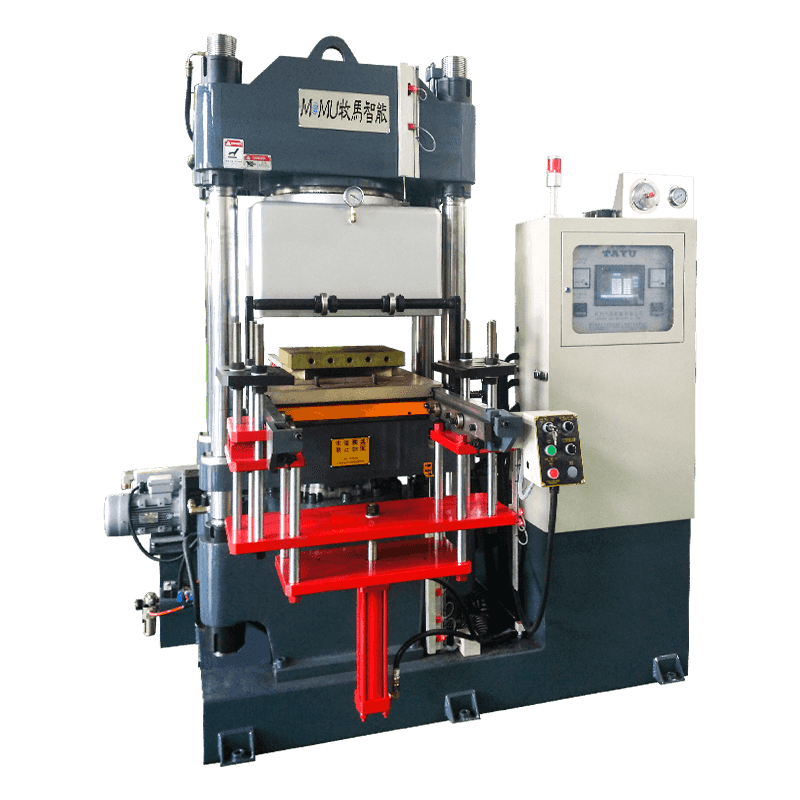
유압 클램핑
유압 클램핑 시스템은 가압 오일을 사용하여 클램핑 실린더를 직접 작동시킵니다. 이 제품은 소형 기계 프레임에서 높은 조임력을 제공하므로 자동차 씰, 개스킷 또는 대형 의료 장치 하우징과 같이 면적이 큰 부품을 생산하는 대용량 LSR 기계에 매우 적합합니다. 유압 시스템은 부드럽고 연속적인 힘 적용을 제공하며 금형 정렬 불량에 상대적으로 내성이 있습니다. 그러나 유압을 유지하기 위해 지속적으로 에너지를 소비하고, 관리해야 하는 열을 발생시키며, 오염을 방지하기 위해 정기적인 유압유 유지 관리 및 씰 검사가 필요합니다. 이는 의료용 또는 식품 접촉 응용 분야를 위한 클린룸 LSR 생산의 문제입니다.
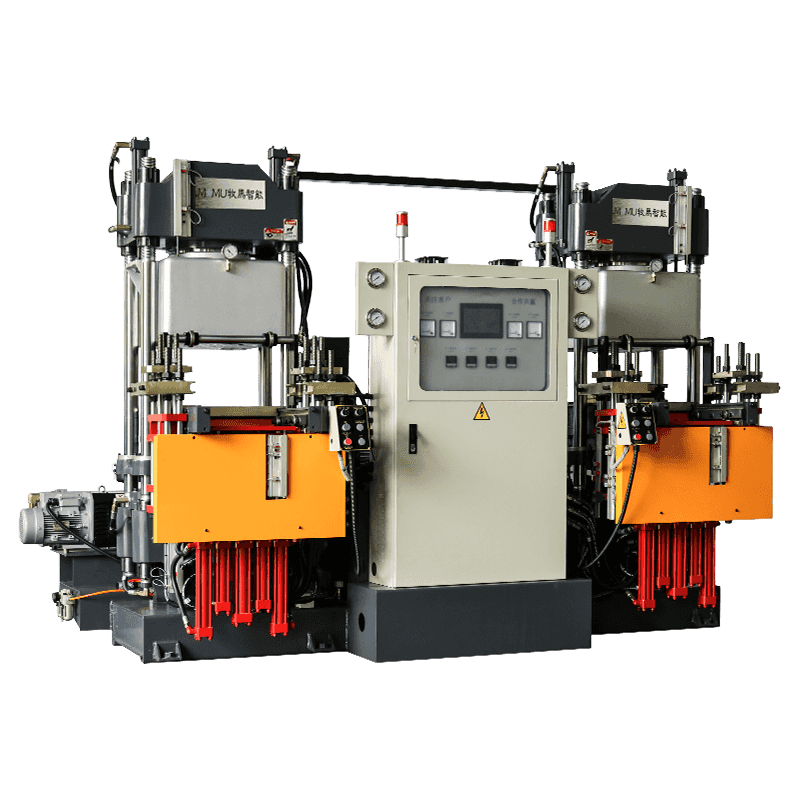
토글 클램핑
토글 메커니즘은 토글이 완전히 확장된(잠긴) 위치에 접근할 때 기하학적으로 힘을 증가시키기 위해 유압 또는 서보 액추에이터로 구동되는 기계적 연결 시스템을 사용합니다. 이 설계는 상대적으로 낮은 액츄에이터 노력으로 스트로크 끝에서 매우 높은 클램핑력을 제공하므로 사이클이 높은 응용 분야에서 에너지 효율적입니다. 토글 기계는 중대형 LSR 생산에 널리 사용되며 빠른 건조 사이클 시간을 제공합니다. 주요 제한 사항은 조임력이 금형 높이에 민감하다는 것입니다. 즉, 토글이 올바른 금형 폐쇄 지점에서 완전히 확장되도록 하려면 금형을 변경할 때 정밀하게 조정해야 하므로 신중한 설정 절차가 필요합니다.
에이ll-Electric (Servo-Electric) Clamping
에이ll-electric clamping machines use servo motors driving ball screw mechanisms to open, close, and apply clamping force. This technology delivers the highest levels of repeatability and positional precision — critical for tight-tolerance LSR parts used in medical devices, optical components, and micro-molding applications. All-electric machines consume energy only when in motion, generate no hydraulic heat, and produce no risk of oil contamination, making them the preferred choice for ISO Class cleanroom environments. Their higher initial purchase price is typically offset over time through lower operating costs, reduced maintenance, and superior process consistency.

LSR 클램핑 기계에 의존하는 산업 및 응용 분야
액체 실리콘 몰드 클램핑 기계는 LSR의 생체 적합성, 열 안정성, 전기 절연 및 내구성의 고유한 조합을 통해 매우 다양한 산업 분야에 사용됩니다. 어떤 산업이 이 기술에 가장 많이 의존하는지 이해하면 각 부문에서 가장 중요한 기계 성능 요구 사항을 맥락화하는 데 도움이 됩니다.
- 의료기기 및 헬스케어: LSR은 FDA를 준수하고 오토클레이브가 가능하며 생체 적합성이 있으므로 호흡 마스크, 카테터 부품, 밸브 멤브레인, 주사기 씰, 보청기 이어팁 및 수술 기구 그립을 생산하는 데 필수적입니다. 이 부문에 사용되는 기계는 클린룸 호환성 표준을 충족하고 공정 매개변수의 완전한 추적성을 제공해야 합니다.
- 에이utomotive: LSR로 제작된 씰링 시스템, 스파크 플러그 부트, 커넥터 개스킷 및 센서 하우징은 엄격한 치수 공차로 대량 생산이 필요합니다. 대용량 클램핑 기계에서 작동하는 다중 캐비티 핫 러너 도구는 자동차 Tier-1 공급업체 시설의 표준입니다.
- 영유아용 제품: 젖병 젖꼭지, 젖꼭지, 치발기 및 수유 부속품은 식품 접촉 물질에 대한 FDA 21 CFR 및 EU 10/2011과 같은 안전 표준을 충족하도록 검증된 기계에서 식품 등급 LSR을 사용하여 생산됩니다.
- 가전제품: 스마트폰, 스마트워치, 이어버드용 방수 씰; 키보드 스위치 멤브레인; 내구성과 촉감 특성으로 인해 LSR을 사용하여 웨어러블 장치의 피부 접촉 부품을 점점 더 많이 제조하고 있습니다.
- 산업용 씰링 및 유체 제어: 펌프, 밸브 및 화학 처리 장비용 O-링, 다이어프램 및 맞춤형 개스킷은 LSR의 극한 온도(-60°C ~ 230°C), UV 방사선 및 공격적인 화학 물질에 대한 내성을 활용합니다.
클램핑 성능과 부품 품질에 직접적인 영향을 미치는 공정 매개변수
가장 정밀하게 지정된 액체 실리콘 몰드 클램핑 기계라도 공정 매개변수가 올바르게 설정 및 유지되지 않으면 결함이 있는 부품이 생성됩니다. LSR 성형은 운영자와 공정 엔지니어가 지속적으로 모니터링하고 최적화해야 하는 상호 관련된 변수 클러스터에 민감합니다.
- 조임력 대 투영된 캐비티 면적: 모든 캐비티와 러너의 총 투영 면적(cm²)에 평균 사출 압력(kN/cm²)을 곱하여 필요한 클램핑력을 계산합니다. 충전 중 압력 스파이크를 고려하여 1.2-1.5의 안전계수를 적용합니다. 조임력이 부족하면 플래시가 발생합니다. 과도한 힘을 가하면 시간이 지남에 따라 금형 파팅 표면이 손상될 수 있습니다.
- 금형 온도 균일성: 금형 가열이 고르지 않으면 캐비티 전반에 걸쳐 경화 속도가 다양해지고 경도, 표면 마감 또는 치수 정확도가 일관되지 않은 부품이 생산됩니다. 생산에 착수하기 전에 열화상을 사용하여 금형 면 전체의 온도 균일성을 검증합니다.
- 사출 속도 및 압력: LSR의 낮은 점도는 와동을 빠르게 채운다는 것을 의미합니다. 특히 벽이 얇거나 복잡한 기하학적 부품에서 공기 포획 및 분사 결함을 방지하려면 사출 속도를 제어해야 합니다. 프로그래밍 가능한 다단계 주입 프로파일을 사용하면 중요한 충전 전환 시 속도를 줄일 수 있습니다.
- 경화 시간 최적화: 경화 시간은 금형 온도, 부품 벽 두께, 특정 LSR 등급의 활성화 에너지에 따라 달라집니다. 경화가 덜 되면 부품이 끈적거리고 기계적으로 약해집니다. 과도한 경화는 사이클 시간을 낭비하고 얇은 부분에서 열적 저하를 일으킬 수 있습니다. 경도계 측정과 함께 경화 시간 연구를 사용하여 각 도구 및 재료 조합에 대한 최소 유효 경화 시간을 설정합니다.
- 진공 배기: 많은 LSR 금형에는 사출 직전에 캐비티에서 공기를 배출하는 진공 시스템이 장착되어 있습니다. 갇힌 공기로 인해 조임력만으로는 방지할 수 없는 공극, 미성형 및 표면 다공성이 발생하므로 이는 작은 구멍, 블라인드 포켓 또는 외관상 엄격한 요구 사항이 있는 부품의 경우 특히 중요합니다.
유지보수 및 수명: 기계 투자 보호
에이 liquid silicone mold clamping machine represents a substantial capital investment — entry-level machines begin around $80,000, while fully equipped all-electric systems with multi-component metering and cleanroom integration can exceed $500,000. Implementing a disciplined preventive maintenance program is essential to protect this investment, minimize unplanned downtime, and sustain production quality over the machine's operational life.
- 계량 및 혼합 시스템의 일일 퍼지: 에이t the end of each production shift, purge the mixer, static mixing element, and nozzle to prevent LSR from curing inside the feed system. Cured silicone blockages in static mixers are a leading cause of unplanned downtime and can require costly disassembly and cleaning.
- 타이바 및 압반 평행성 검사: 다이얼 표시기를 사용하여 일정한 간격으로 압반 평행도를 측정합니다. 타이 바 마모, 불균일한 클램핑 하중 또는 열 효과로 인해 발생하는 평행성 손실은 다중 캐비티 공구 전반에 걸쳐 불균일한 플래시 패턴을 초래하며 기계 형상을 먼저 확인하지 않으면 공구 문제로 오진될 수 있습니다.
- 배럴 및 노즐 냉각 시스템 검사: 배럴 냉각 재킷을 통과하는 냉각수 흐름이 지정된 매개변수 내에 유지되는지 확인합니다. 냉각 용량이 손실되면 LSR이 공급 영역에서 가황을 시작하여 불규칙한 샷 중량과 드라이브 구성 요소를 손상시킬 수 있는 나사 토크 스파이크가 발생합니다.
- 서보 드라이브 및 인코더 교정: 전전기 기계의 경우 예정된 간격으로 서보 모터 엔코더 피드백 정확도와 볼 스크류 예압을 확인하십시오. 엔코더 드리프트 또는 볼 스크류 마모로 인해 조임력 적용 시 위치 오류가 발생하며 이는 부품 품질에서는 즉시 눈에 띄지 않을 수 있지만 시간이 지남에 따라 심각한 결함이 누적됩니다.
액상 실리콘 고무 생산의 정밀도, 일관성 및 확장성을 추구하는 제조업체의 경우 올바른 액상 실리콘 몰드 클램핑 기계에 투자하는 것은 적절하게 지정되고, 올바르게 설치되고, 엄격하게 유지 관리되며 오늘날의 의료, 자동차 및 소비재 시장의 엄격한 표준을 충족할 수 있는 경쟁력 있는 LSR 성형 작업을 구축하는 데 있어 가장 영향력 있는 결정입니다.